



















Dukane Manual Part No. 403-570-01
Page 63
Section 7 - Optimizing Performance
Since weld depth affects the joint strength and the amount
of ash generated, it is important to design the weld joint
properly to meet both requirements simultaneously. The
incorporation of ash trap features is recommended to
produce acceptable appearance without compromising
strength.
Hold
During the hold phase, vertical press travel initially brings
the molten parts closer together (dynamic hold) and
then allows the molten material to solidify (static hold).
Amourphous plastics will normally take longer to solidify
than semicrystalline plastics. The dynamic hold distance is
typically a small value compared to the weld distance. An
approximate staring point for initial application setup is 10%
of weld distance. The static hold time can vary depending on
the size of the part, but is usually in the 1-3 second range.
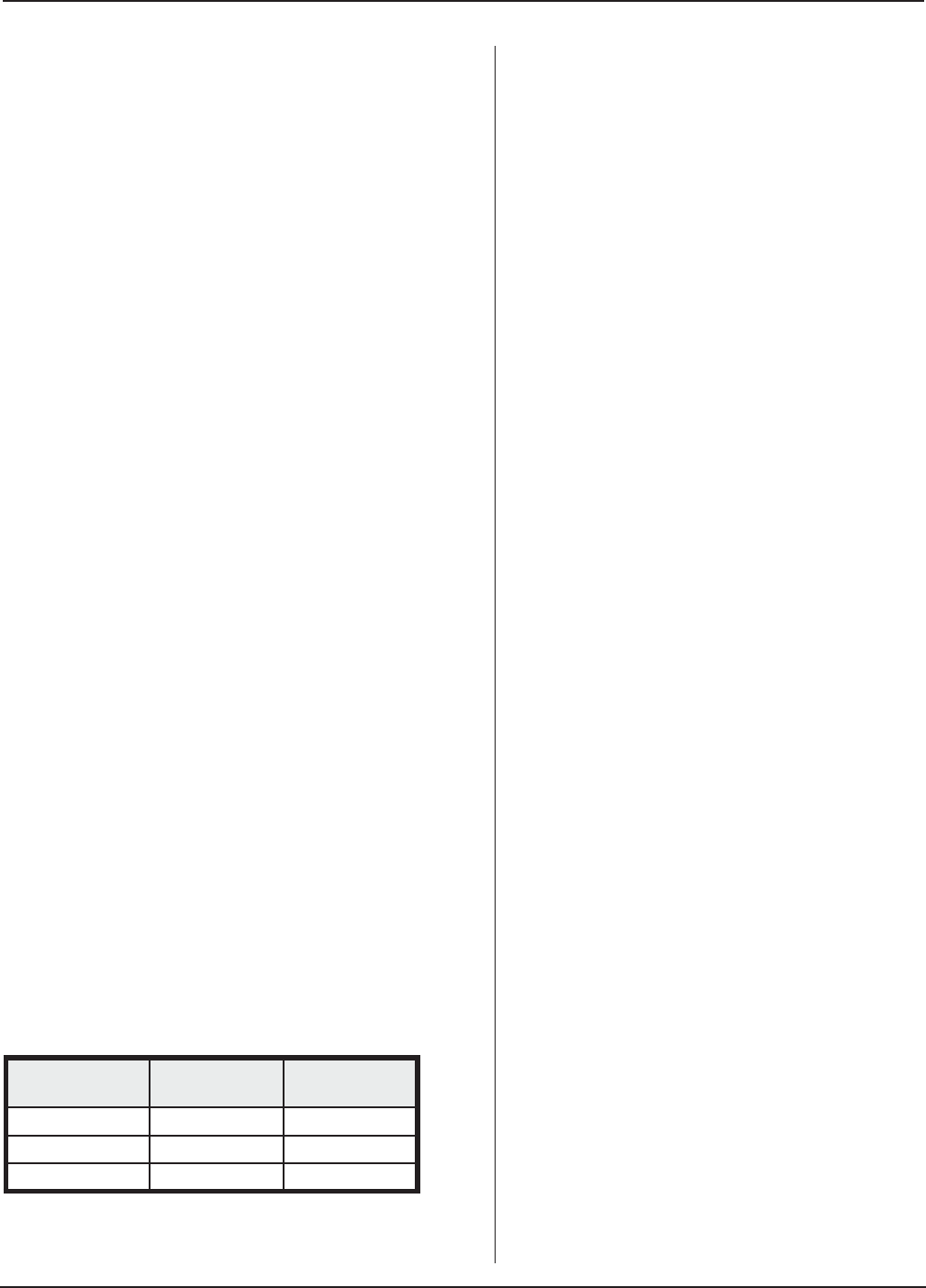
Weld Diameter
Range (in)
Machine
Model
Peak RPM
up to 2.0 SVT042VR 4000
.5 to 4 SVT032VR 3000
4 to 7 SVT012VR 750
Table 7- I
Part Size
Machine model selection will mostly depend on the weld
diameter of the parts. Refer to Table 7-I for approximate
guidelines.
For diameters under 4 inches, the SVT032VR model is
recommended due to its torque capacity. The SVT042VR
model is used where high RPM (>3000) is required.
Please contact the Dukane Applications Laboratory (see
Chapter 11) for a recommendation concerning your specic
application.