



















Dual Servo Spin Welder User’s Manual
Dukane Manual Part No. 403-570-01Page 78
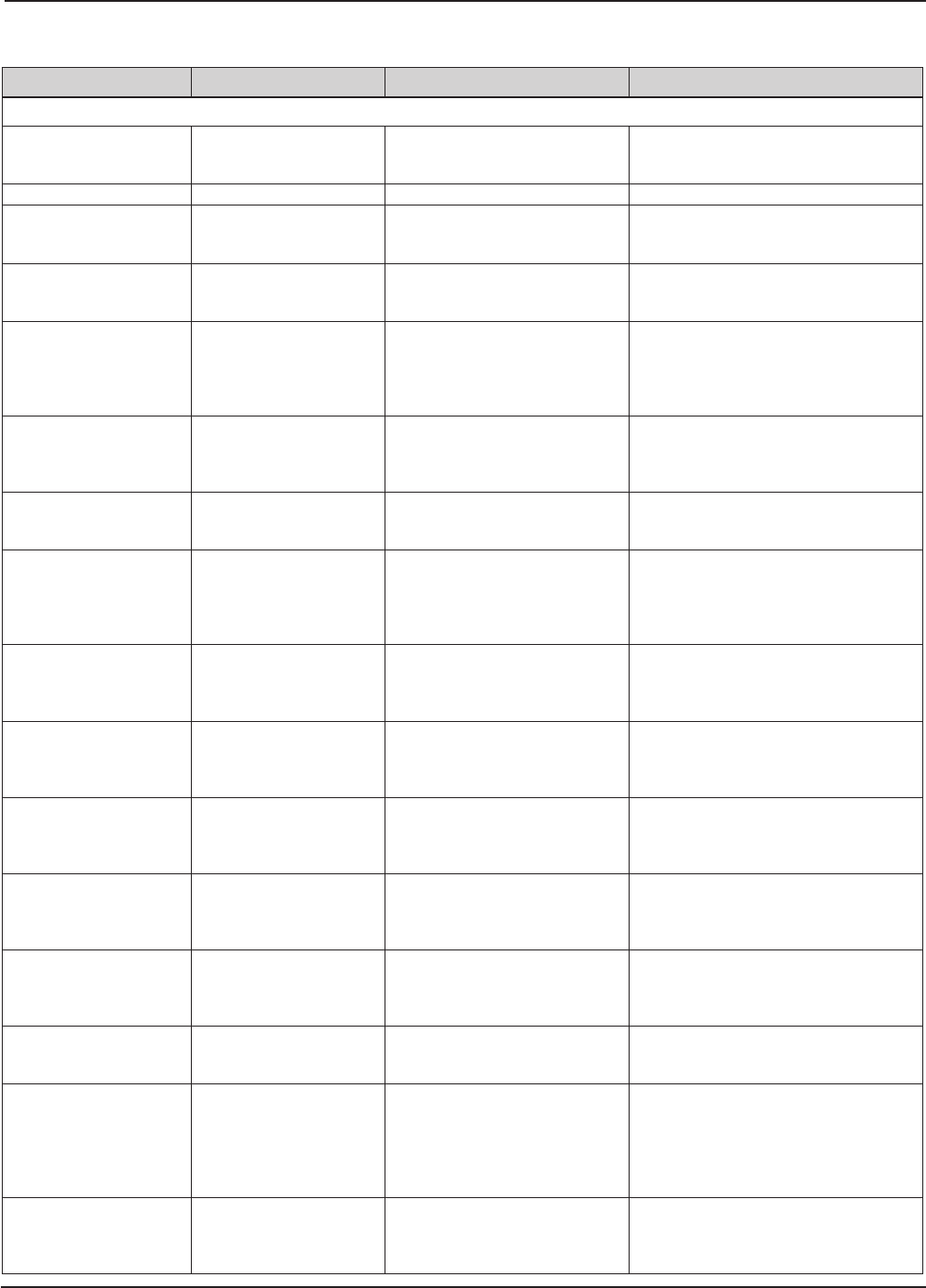
Message Description Cause Possible Solution
Errors
Axis stopped before weld
end
Motion on spin or vertical
axes stopped before weld
ended
Internal machine error
1. Check for obstructions to motion
outside welder
2. Contact DUKANE service
Spin stop before weld start Servo controller error Internal machine error Contact DUKANE service
Timeout on nding vertical
lower limit position
Moving the vertical lower
limit up to desired position
failed
Limit mechanism malfunctioning Contact DUKANE service
Timeout on torque sense
The torque trigger was
not detected within the
allowable time
1. Torque trigger value set too
high
2. Parts not loaded
1. Reduce torque trigger value
2. Ensure parts are properly loaded
Timeout on User Upper
Part vacuum detect
Vacuum was not detected
within timeout
1. Insufcient vacuum
2. Vacuum sensor threshold set
too high
3. Improper part pickup position
1. Increase vacuum capability
2. Decrease required vacuum sensing
level
3. Adjust Position (mm) value in Part
Pickup option
Timeout on vertical
distance in constant torque
mode
Programmed weld distance
not reached within the
specied time with Constant
Torque option enabled
1. Timeout too short
2. Constant Torque maximum
vertical speed set too low
1. Increase timeout value
2. Increase value of VERT. Max (mm/s)
setting in Weld Parameters screen in
setup menu
Vertical stop before starting
spin
Vertical (press) motion
stopped before spin motion
started
Internal machine error
1. Check for obstructions to motion
outside welder
2. Contact DUKANE service
Vertical servo contact
sensing failed
Welder did not detect
programmed thrust level
With Part Pickup option enabled
with Thrust Sense, part contact was
not detected
1. Ensure parts are loaded properly
2. Increase Timeout (s) value
3. Check the Position (mm) value – it
should be set slightly (<5mm) above
expected part contact
Weld aborted by CYCLE
TIME limit
Weld cycle stopped
because cycle time
exceeded programmed
process limit
1. Weld process problem
2. Limits too narrow for weld
process
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
Weld aborted by ROTATE
limit
Weld cycle stopped
because number of
revolutions exceeded
programmed process limit
1. Weld process problem
2. Limits too narrow for weld
process
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
Weld aborted by RPM limit
Weld cycle stopped
because motor speed
was outside programmed
process limit
1. Weld process problem
2. Limits too narrow for weld
process
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
Weld aborted by THRUST
limit
Weld cycle stopped
because weld thrust was
outside programmed
process limits
1. Weld process problem
2. Limits too narrow for weld
process
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
Weld aborted by TORQUE
limit
Weld cycle stopped
because motor torque
was outside programmed
process limits
1. Weld process problem
2. Limits too narrow for weld
process
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
Weld aborted by vertical
servo stop
Vertical (press) motion
stopped before spin motion
weld was complete
Excessive press weld speed Reduce press weld speed
Weld duration too short
Weld duration generated by
programmed parameters is
too short
1. Weld Time, Rotations, or
Distance too short
2. Deceleration too low
NOTE: the time for deceleration is
counted as part of the total weld
time or number of rotations
1. Increase Weld Time, Rotations, or
Distance above the “Min.” value
indicated on the Weld Parameters
setup screen
2. Increase spin deceleration
Weld ended at TIME limit
Weld cycle stopped
because weld time was
outside programmed
process limits
1. Weld process problem
2. Limits too narrow for weld
process
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
Table 9-II Machine Display Messages (continued)