

















OM-216 244 Page 25
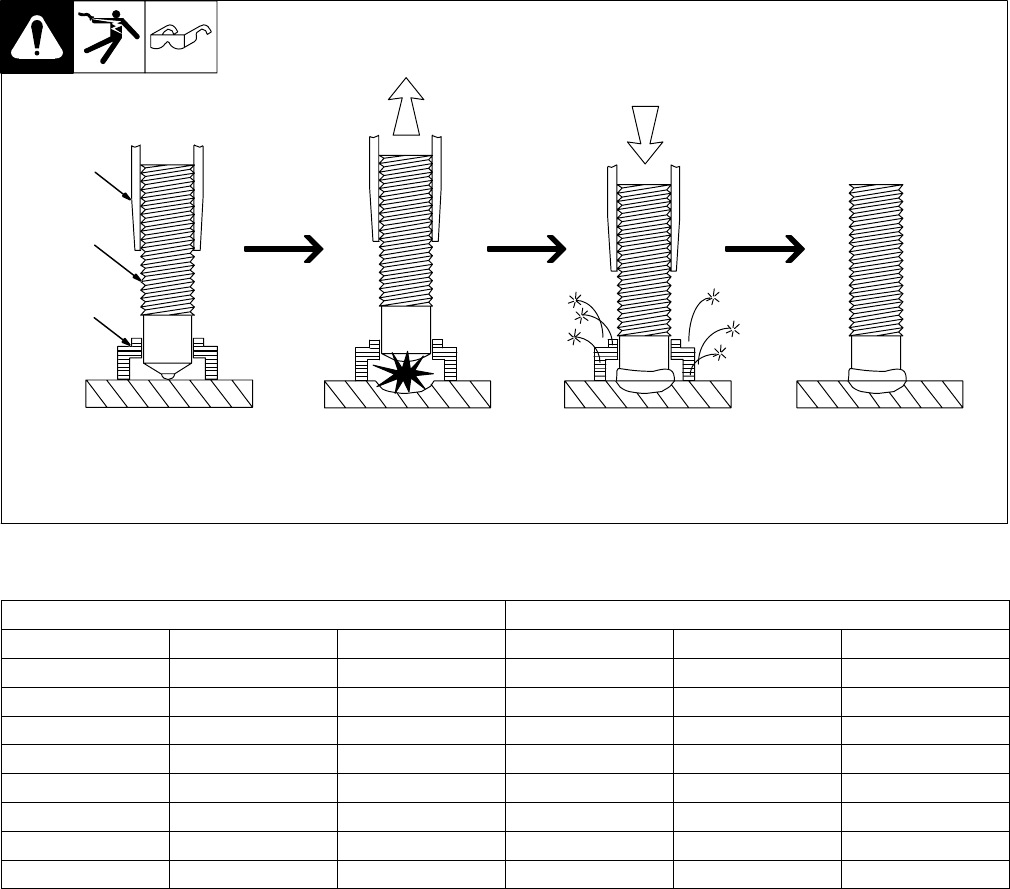
7-3. Welding Sequence
Gun is properely
positioned and main
gun spring is partially
compressed.
Trigger is pressed and the
stud lifts off the work. An
arc is created and melts the
stud and parent material.
After arcing is complete,
the main spring plunges
the stud into the molten
pool of metal.
Gun is withdrawn
from the welded stud.
The ferrule is broken
away and discarded.
Ferrule
Stud
Chuck
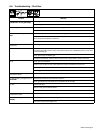
7-4. Recommended Settings
STANDARD TABLE METRIC TABLE
Stud Size Current Time Stud Size Current Time
1/4 Inch 300 Amps .220 Seconds 6 mm 350 Amps .250 Seconds
5/16 Inch 410 Amps .300 Seconds 8 mm 420 Amps .310 Seconds
3/8 Inch 520 Amps .360 Seconds 10 mm 580 Amps .430 Seconds
1/2 Inch 750 Amps .450 Seconds 12 mm 720 Amps .500 Seconds
5/8 Inch 980 Amps .730 Seconds 14 mm 880 Amps .590 Seconds
3/4 Inch 1325 Amps .750 Seconds 16 mm 1040 Amps .660 Seconds
7/8 Inch 1680 Amps .830 Seconds 20 mm 1440 Amps .780 Seconds
1 Inch 2000 Amps .870 Seconds 24 mm 1900 Amps .850 Seconds
The recommended settings are provided as initial settings. Settings may vary per specifications of application. Material surface condition along with lift
and plunge adjustments will vary exact settings.
S Material surface at weld location should be free of dirt, rust and paint.
S Typical adjustments for lift is 3/32 in and plunge is 1/8 in (see Sections 5-7 and 5-8).
S Adjust recommended settings as needed.