



















20
FACEPLATE TURNING
Mount turnings that cannot be worked between centers on a faceplate. The greater part of this
type of turning is done with the faceplate mounting, although there are a number of jobs which
require special chucks. All cutting in faceplate work is done by scraping. Any attempt to use a
cutting technique on the edge grain of large work will result in a hogging, gouging cut which may
jerk the chisel out of the hands of the operator. Use a band saw on all work to roughly cut the turn-
ing area slightly oversized to eliminate heavy roughing cuts in turning.
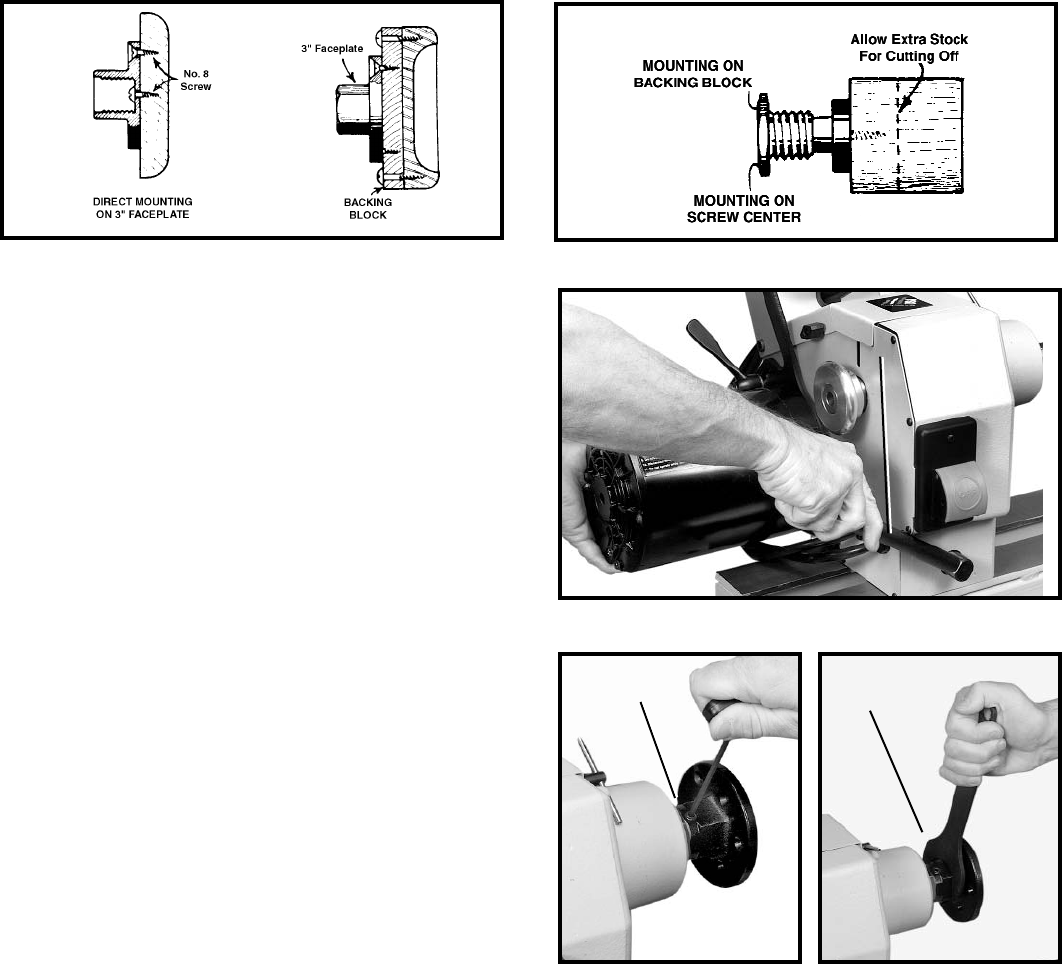
MOUNTING WORK TO FACEPLATE
Fig. 63 shows direct mounting to the 3” faceplate along with attaching to the backing block. Because of the ease of
setting up, use this mounting whenever the work permits. Hold larger pieces in the same way by using the 6” face-
plate. When normal screw-fastenings interfere, mount the work on a backing block (Fig. 63). When screws are not per-
missible at all, glue the work to the backing block by fitting a sheet of paper at the joint to allow later separation with-
out damaging the wood. Some work can be screwed or nailed from the face side into backing block. Mount work less
than 3” in diameter on the single screw center (Fig. 64).
Fig. 63
Fig. 64
Fig. 65
OUTBOARD TURNING
For workpieces that require additional space for turning,
or for the turning of bowls, etc., outboard turning is the
answer. To make outboard turnings:
1. Remove the tool rest base and the tailstock from the
lathe bed.
2. On the headstock, move the handle (A) Fig. 65
upward to loosen the tension of the headstock on the
lathe bed.
3. Lift the motor slightly and slide the headstock to the
end of the lathe bed. (See also Fig. 69)
4. Move the handle (A) Fig. 69 back down to secure the
headstock in place.
5. Loosen the set screw on the faceplate (A) Fig. 67
two full turns. Use the supplied wrench, (B Fig. 68) to
loosen the face plate, then remove the faceplate from
the spindle.
A
Fig. 67 Fig. 68
A
B