



















-24- G0445/G0582/G9962Z/9962ZX Wide Belt Sander
Sanding Workpiece
Typically, no more than 0.5mm (approx.
1
⁄64") of
material is removed during each pass. Attempts
to remove too much material can cause jamming,
wood burning, rapid paper wear or tearing, poor
finish, short motor life. Make sure that you mea
-
sure the workpiece thickness before and after
every pass.
The following is the correct sanding operating
procedure:
1. Put on safety glasses, a dust mask, and
hearing protection!
2. Turn ON the dust collector.
3. On the initial pass, set the table so the sand-
paper is 0.25" above the workpiece.
Note: This initial pass setting eliminates the
chance of overloading the sander on
unde-
tected high points on the workpiece.
4. Continue to raise the table 0.0625" between
each successive pass until the sander begins
to sand the workpiece.
NOTICE
It may be necessary to send wide stock
through the sander two or three times
between table height adjustments. This
reduces the likelihood of burning the wood
if there is a high spot.
Platen Adjustment
Your sander is equipped with an adjustable felt
platen and graphite pad for those extra sensitive
sanding operations.
The platen position allows
for 3 basic types of sanding. These different posi
-
tions can be adjusted by rotating the height lever
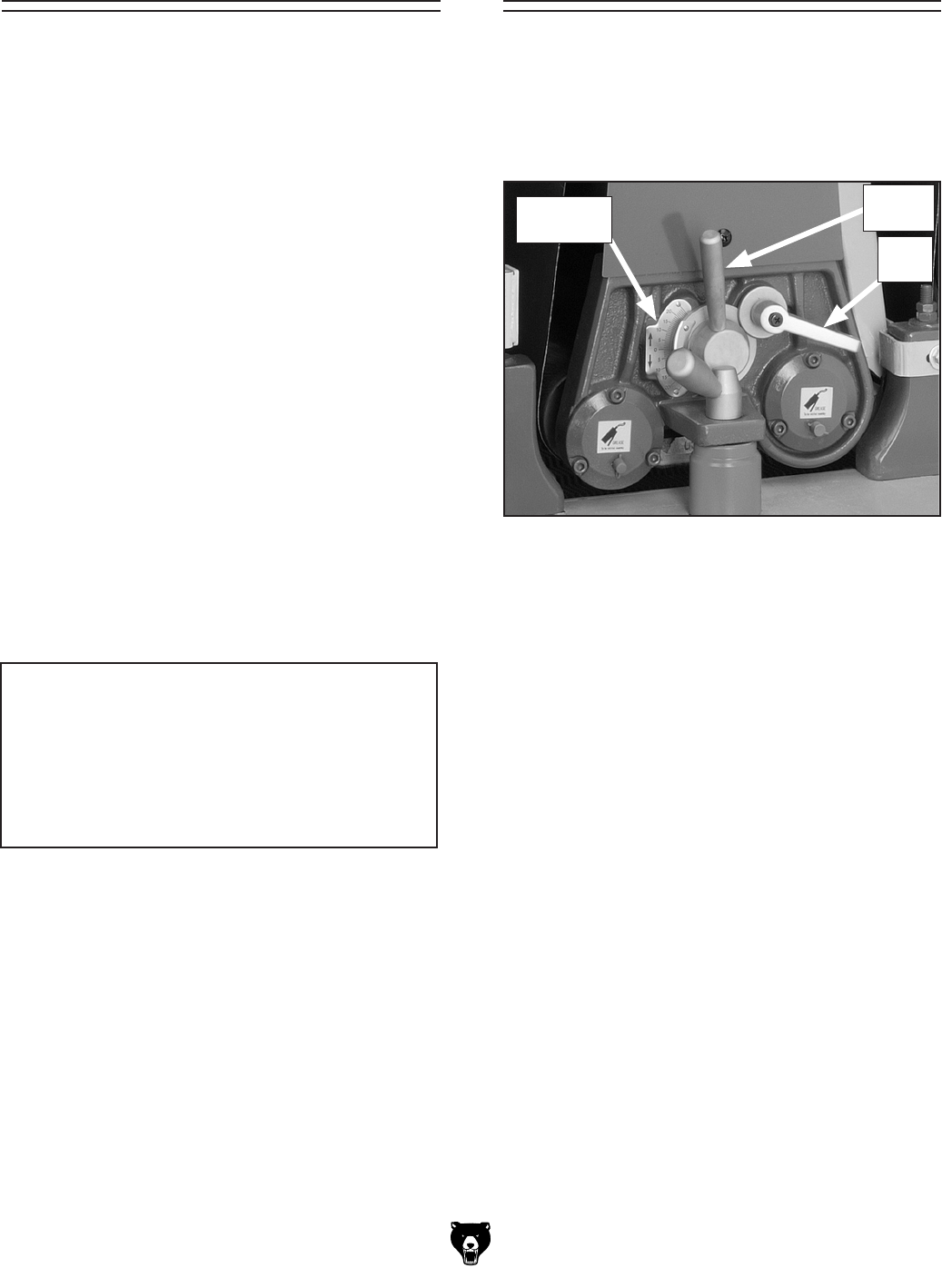
shown in
Figure 18.
Figure 18. Platen height controls.
Lock
Lever
Height
Lever
Scale and
Pointer
Using the platen:
For an initial heavy-sanding pass, the platen is
raised above the level of the drums, and the table
is adjusted to set sanding depth. The drums do all
the work using #100 grit or coarser sandpaper
,
but you will have a rough finish.
For an intermediate-finishing pass, the platen is
lowered so it is level with the drums
, and the table
is adjusted to set sanding depth. The best belt grit
for this position is #100-#180.
For a final-sanding pass, do not adjust the table
to adjust the sanding depth. The drums must
touch the workpiece without doing any sanding.
The platen should be lowered to 0.2 to 0.5 mm
below the sanding drums. You can lower the
platen up to 2 mm below the drums for short
intervals, but streaking, burn marks, and prema
-
ture graphite/platen wear can occur if this setting
is abused. The best belt grit for the
final-sanding
pass is #180 or finer.
Note: The platen scale is broken down in arbi-
trary increments.