






TDS LOCTITE
®
3609™, March-2008
Electrical Properties:
Surface Resistivity, IEC 60093, Ω 2×10
15
Volume Resistivity, IEC 60093, Ω·cm 2×10
15
Surface Insulation Resistance, Ω:
SN 59651:
Initial 0.1×10
9
Aged for 4 days @ 40 °C, 93 % RH 10×10
9
Aged for 21 days @ 40 °C, 93 % RH 1×10
9
Electrolytic Corrosion, DIN 53489 AN-1.2
Dielectric Constant / Dissipation Factor, IEC 60250:
1-kHz 3.7 / 0.009
10-kHz 3.3 / 0.03
1,000-kHz 3.2 / 0.03
10,000-kHz 3.1 / 0.03
TYPICAL PERFORMANCE OF CURED MATERIAL
Adhesive Properties
Cured for 10 minutes @ 110 °C
Push-off Strength:
C-1206 on bare FR4 board N ≥20
LMS
(lb) (≥4.5)
Cured for 5 minutes @ 125 °C
Pull-off Strength, Siemens norm SN59651:
C-1206 on bare FR4 board N 40 to 80
(lb) (9 to 18)
Torque Strength, IPC SM817 , TM-650 Method 2.4.42:
C-1206 on bare FR4 board N·mm 30 to 70
(in.oz) (4 to 10)
Cured for 30 minutes @ 150 °C
Lap Shear Strength, ISO 4587:
Steel (grit blasted) N/mm² ≥10
LMS
(psi) (≥1,450)
Bond strength achieved in practice will vary considerably
depending on the SMD component type, adhesive dot size
and the type, grade and degree of cure of the solder
mask/resist.
TYPICAL ENVIRONMENTAL RESISTANCE
Cured for 30 minutes @ 150 °C
Lap Shear Strength, ISO 4587:
Mild steel (grit blasted)
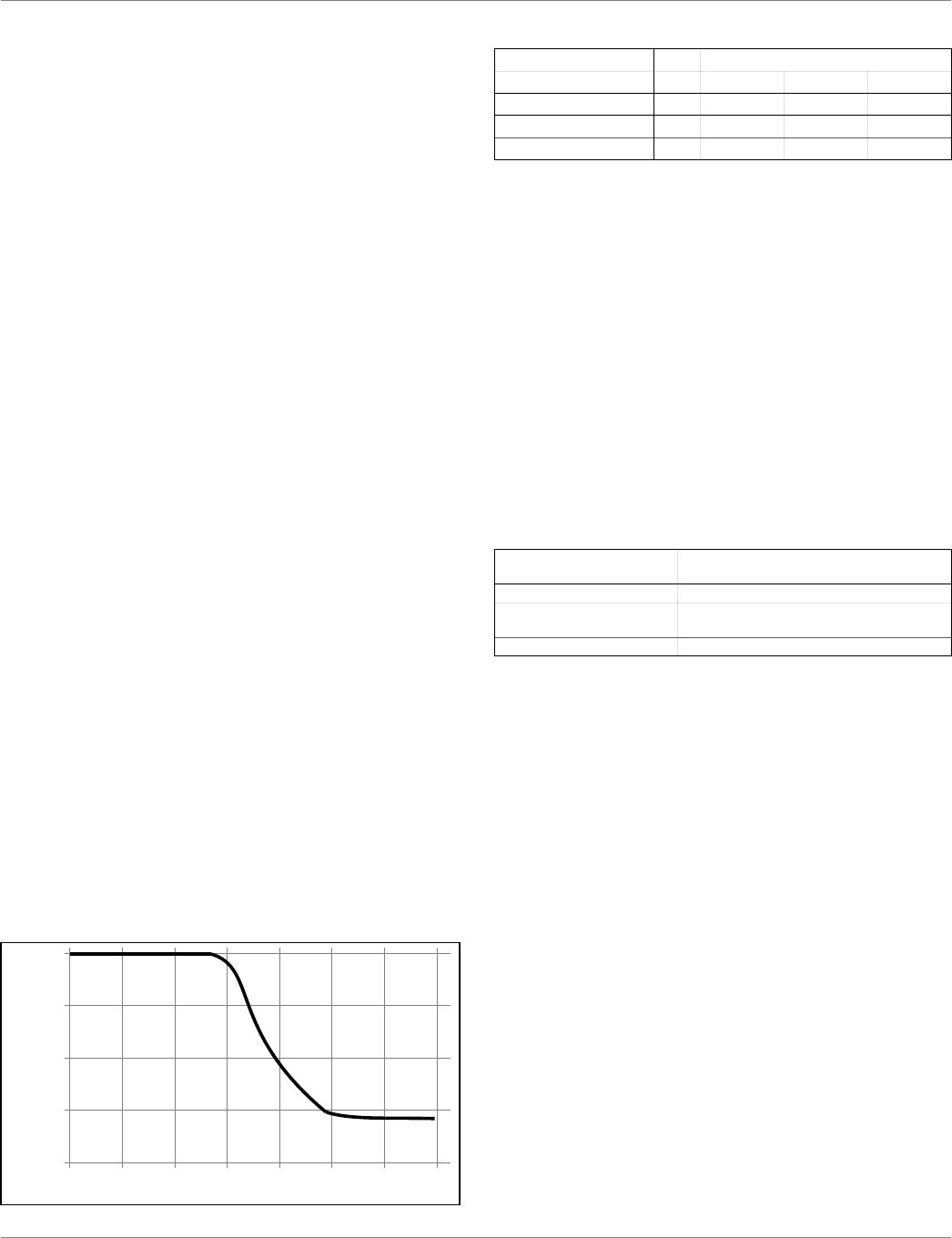
Hot Strength
Tested at temperature
% Initial Strength at 22 °C
Temperature, °C
100
75
50
25
0
0 25 50 75 100 125 150 175
Chemical/Solvent Resistance
Aged under conditions indicated and tested @ 22 °C.
% of initial strength
Environment °C 100 h 500 h 1000 h
Air 22 100 100 95
Air 150 85 70 70
Heat/humidity 98% RH 40 110 110 100
Resistance to Hot Solder Dip
Cured for 90 seconds @ 150 °C
Hot Solder Dip, IPC SM817, TM-650 Method 2.4.42.1, Pass/Fail:
R-1206 on bare FR4 board:
Supported 60 seconds above solder
bath @ 260°C and dipped for 10
seconds
Pass
Resistance to Process Conditions
Cured for 90 seconds @ 150 °C
Torque Strength, IPC SM817 , TM-650 Method 2.4.42, % of initial
strength retained:
C-1206 on bare FR4 board:
Aged 30 seconds preheat to 100°C
and 3 seconds @ 260°C with flux and
wave solder
100
Resistance to Lead Free Solder
LOCTITE
®
3609™ can be used in lead free wave solder with
both water based and alcohol based fluxes
Lead Free Solder Test Conditions
Flux Types Multicore MF200 (alcohol based) and
Multicore MF300 (water based)
Wave Condition 100°C pre-heat with dual wave at 260°C
Components C1608 bonded with twin dot 0.8mm
SOD 80 bonded with single dot 1.1mm
Result No component loss in the wave
GENERAL INFORMATION
For safe handling information on this product, consult the
Material Safety Data Sheet (MSDS).
Directions for use
1.
LOCTITE
®
3609™ is supplied de-aerated in a range of
ready-to-use syringes which fit straight into a variety of air
pressure/time dispensing systems commonly available.
2. After storage in a refrigerator the adhesive must be
allowed to equilibrate to room temperature before use,
typically 2 to 4 hours.
3. Avoid cross contamination with other adhesive residues
by ensuring dispense nozzels, adapters etc. are
thoroughly cleaned.
4. Do not leave dirty nozzles on dispensing equipment while
not in use or soaking in solvents for long periods of time.
5. The quantity of adhesive dispensed will depend on the
dispense pressure, time, nozzle size and temperature.
6. These parameters will vary depending on the type of
dispensing system used and should be optimised
accordingly.
7. Dispensing temperature should ideally be controlled at a
value between 30 °C to 35 °C for optimum results,
however higher dispense temperatures are possible.
8.
LOCTITE
®
3609™ can also be dispensed using positive
displacement pump systems.
9. The product is not recommended for dispensing by pin
Henkel Americas
+949.789.2500
Henkel Europe
+44.1442.278.000
Henkel Asia Pacific
+86.21.2891.8000
For the most direct access to local sales and technical support visit: www.henkel.com/electronics