
















OM-230 261 Page 18
5-5. GMAW (MIG) Aluminum Welding Hints
Here are several hints to help you be more successful with your new aluminum feed system.
MIG welding aluminum requires different techniques than MIG welding mild steel.
A. Before You Start Welding
S Material thickness that can be welded with MIG process or aluminum are 14 ga. [0.074 in. (1.9 mm)] or heavier.
(How heavy depends on the output capacity of the welder being used.) To MIG weld aluminum thinner than 14 ga.
either specialized pulsed MIG or AC TIG welding equipment may be necessary.
S The removal of lubricants from the aluminum base material may be necessary. Consult with your local welding
distributor for their recommendation on aluminum cleaners.
S Oxide removal should be done after degreasing. This should be done with a stainless steel wire brush. This can be
done with a hand wire brush or with a cup wire brush. If a power wire brush is used, keep the RPM’s and pressures
low to reduce smearing the surface of the material, which could entrap oxides and impurities under the surface.
Always use a wire brush that is used only on aluminum to keep from contaminating the base material.
S Contact you local welding distributor or aluminum filler metal representative for recommendations on wire alloys
that fit your application. Know the alloy of your base aluminum and what conditions the finished part will be
subjected to. The two most readily available aluminum filler wires are ER4043 and ER5356.
B. Welding Techniques
S Make sure the welding power source is set up to weld DCEP (DC Electrode Positive).
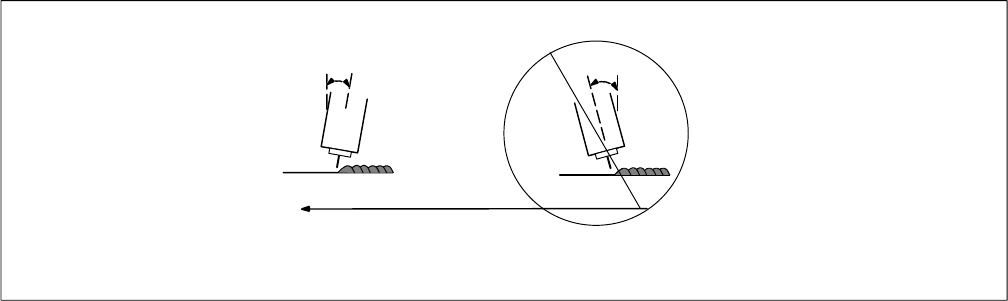
S For MIG welding aluminum you need to use a 10 to 15 degree push travel angle (tip and nozzle pointing in the
direction of travel). See Figure 5-1.
10°-15°
Side View Of Gun Tip Angle
10°-15°
Direction Of Welding
Forehand (Push)
Technique
Backhand (Drag)
Technique
Figure 5-1. Gun Tip Angle
S Pulling or using a drag angle will produce porous, dirty welds due to a lack of gas coverage.
S Spray transfer is the desired mode of metal transfer for welding aluminum. The spray transfer is a very smooth
transfer of molten metal droplets from the end of the electrode to the molten pool. The droplets crossing the arc are
smaller in diameter than the electrode. There is no short-circuiting in spray transfer. With spray transfer, the
deposition rate and efficiency is relatively high. The arc is very smooth, stable, and stiff and the weld bead has a
nice appearance and a good wash into the sides. In the spray transfer, a large amount of heat is involved which
creates a large pool with good penetration that can be difficult to control and cannot be used on materials thinner
than 14 ga. This transfer will produce a hissing sound and no spatter.
S The short arc transfer on aluminum produces poor cleaning action, poor tie-in at the edges of the weld, and large
amounts of spatter and smoke.
S The reflective heat and weld puddle that is present when MIG welding aluminum is very hot. Holding the tip closer
than 3/4 in. could lead to the wire burning back to the contact tip and other feeding problems.
S The most common shielding gas for MIG welding aluminum is 100% argon. Flow rates of 20 to 30 CFH [cubic feet
per hour (0.57 to 0.85 m
3
/hr)] are acceptable. C25 or argon CO
2
shielding gases are not acceptable.