



















OM-923 Page 33
8-14. Troubleshooting − Waviness Of Bead
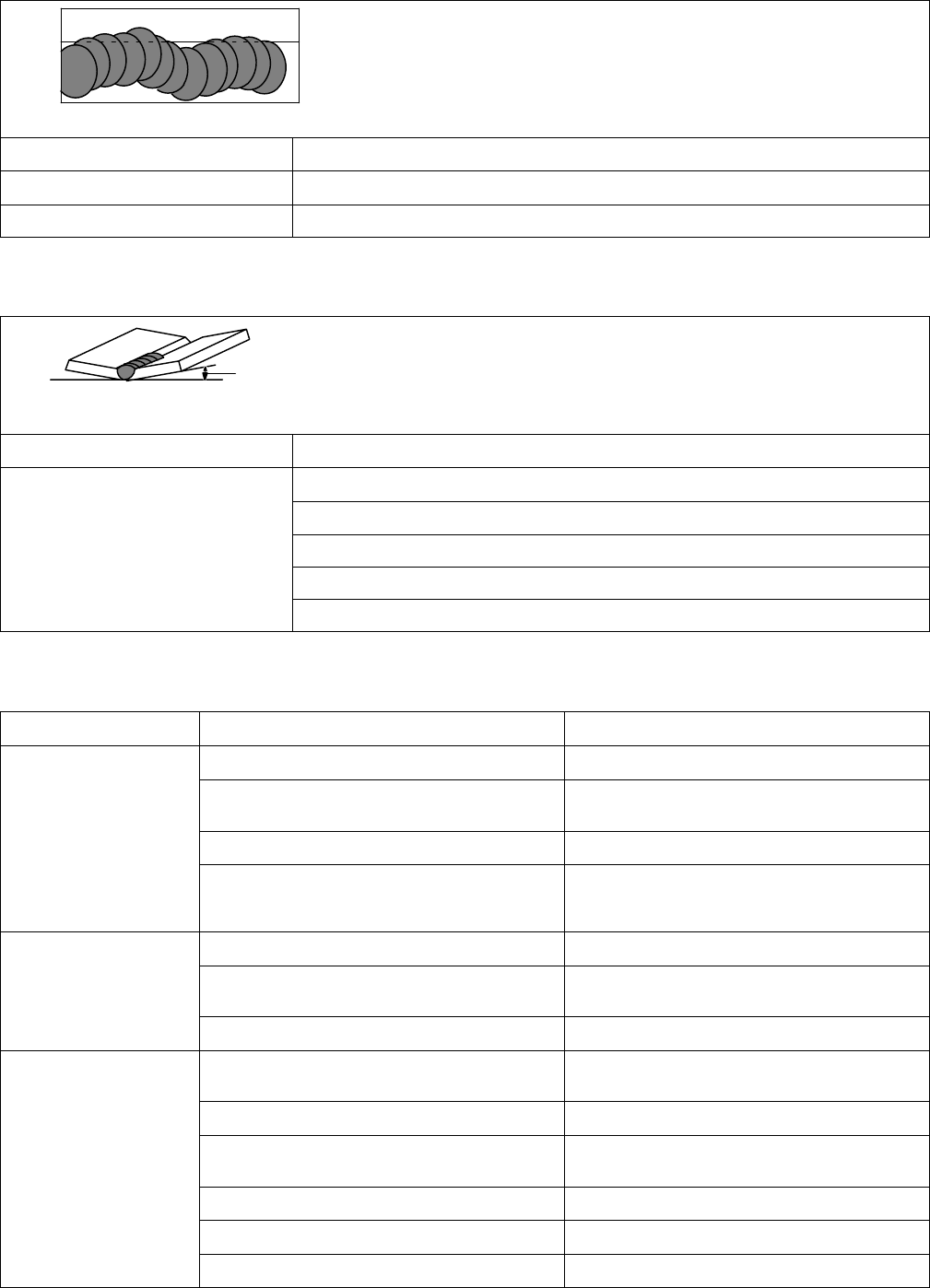
Waviness Of Bead − weld metal that is not parallel and does not cover
joint formed by base metal.
S-0641
Possible Causes Corrective Actions
Welding wire extends too far out of nozzle. Be sure welding wire extends not more than 1/2 in (13 mm) beyond nozzle.
Unsteady hand. Support hand on solid surface or use two hands.
8-15. Troubleshooting − Distortion
Distortion − contraction of weld metal during welding that forces
base metal to move.
Base metal moves
in the direction of
the weld bead.
S-0642
Possible Causes Corrective Actions
Excessive heat input. Use restraint (clamp) to hold base metal in position.
Make tack welds along joint before starting welding operation.
Set Metal Thickness Selector switch to a lower selection.
Increase travel speed.
Weld in small segments and allow cooling between welds.
8-16. Troubleshooting Guide For Semiautomatic Welding Equipment
Problem Probable Cause Remedy
Wire feed motor operates, but
wire does not feed
Too little pressure on wire feed rolls. Increase pressure setting on wire feed rolls.
w
i
re
d
oes
no
t f
ee
d
.
Incorrect wire feed rolls. Check size stamped on wire feed rolls, replace to match
wire size and type if necessary.
Wire spool brake pressure too high. Decrease brake pressure on wire spool.
Restriction in the gun and/or assembly. Check and replace cable, gun, tip adapter, and contact
tip if damaged. Check size of contact tip and cable liner,
replace if necessary.
Wire curling up in front of the
wire feed rolls (bird nesting)
Too much pressure on wire feed rolls. Decrease pressure setting on wire feed rolls.
w
i
re
f
ee
d
ro
ll
s
(bi
r
d
nes
ti
ng
)
.
Incorrect cable liner or gun contact tip size. Check size of contact tip and check cable liner length
and diameter, replace if necessary.
Dirty or damaged (kinked) liner. Replace liner.
Welding arc not stable.
Wire slipping in drive rolls. Adjust pressure setting on wire feed rolls. Replace worn
drive rolls if necessary.
Wrong size gun liner or contact tip. Match liner and contact tip to wire size and type.
Incorrect Metal Thickness Selector switch setting on
welding power source.
Change Metal Thickness Selector switch setting.
Loose connections at the gun weld cable or work cable. Check and tighten all connections.
Gun in poor shape or loose connection inside gun. Repair or replace gun as necessary.
Feed motor bogging down. Too much feed roll pressure. Loosen tension knob.