



















30
Magyar
MEGJEGYZÉS
Lásd a vágási vezetőelem felhasználói kézikönyvét a
szabályos használatára vonatkozó részleteket illetően.
A FŰRÉSZLAPOK KIVÁLASZTÁSA
A maximális működési teljesítmény és a lehető legjobb
eredmények biztosítása érdekében nagyon fontos a
vágandó anyag típusához és vastagságához legjobban
igazodó fűrészlap kiválasztása.
MEGJEGYZÉS
⅜ A munkadarab táblázatban közölt méretei arra az esetre
vonatkoznak, amikor az alapzatot az orrfűrész házához
a legközelebbi pozícióba állították be. Megfelelő
körültekintéssel kell eljárni, mivel a munkadarab méretei
kisebbek lesznek, ha az alapzatot az orrfűrész házától
távol szerelik fel.
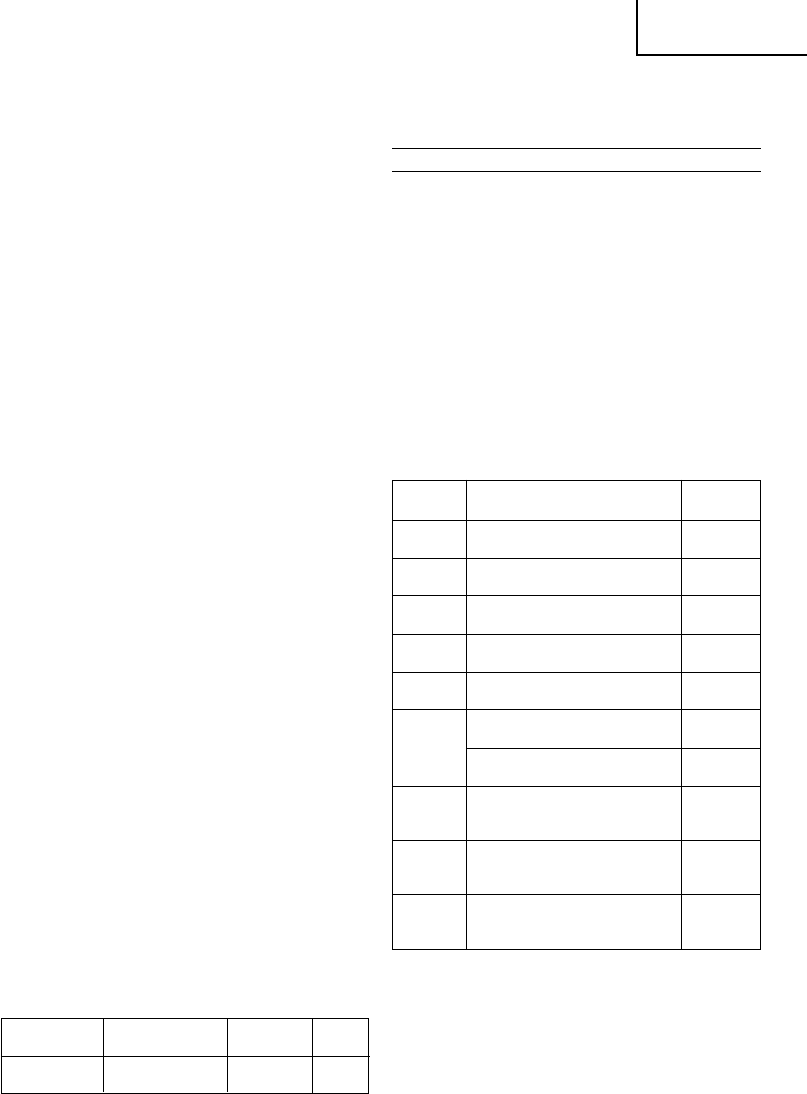
1. A gyors szénacél fűrészlapok kiválasztása
Az 1. táblázatban feltüntetett gyors szénacél
fűrészlapok száma gravírozással van feltüntetve a
befogási hely közelében. Az alábbi 1. és 3. táblázat
alapján válassza ki a megfelelő fűrészlapokat.
1. táblázat: Gyors szénacél fűrészlapok
MEGJEGYZÉS
Az 1 – 96 sz. gyors szénacél fűrészlapok külön, opcionális
tartozékként kaphatók.
2. A bimetall fűrészlapok kiválasztása
A 2. táblázatban közölt bimetall fűrészlapok számait a
speciális tartozékok csomagolásain tüntettük fel. Az alábbi
2. és 3. táblázat alapján válassza ki a megfelelő
fűrészlapokat.
(1) A munka kezdete előtt fogja be erősen a munkadarabot
(19. ábra).
(2) Fémek vágásakor használjon megfelelő gépolajt
(turbinaolajt, stb.). Ha nem használ folyékony gépolajt,
hordjon fel kenőanyagot a munkadarabra.
FIGYELMEZTETÉS
A fűrészlap élettartalma jelentősen csökken, ha nem
használ gépolajt.
(3) A számtárcsával állítsa be a fűrészlap sebességét,
hozzáigazítva azt a munkafeltételekhez és az
anyagokhoz.
2. Fűrészáru vágása
Fűrészáru vágásakor gondoskodjon a munkadarab
megbízható befogásáról, mielőtt megkezdené a munkát
(20. ábra).
FIGYELMEZTETÉS
⅜ Vágáskor semmi esetre sem szabad indokolatlanul
erőltetni a fűrészlapot! Ügyeljen arra is, hogy a gép
alapzatát erősen a vágandó fűrészáruhoz kell szorítani.
3. Fűrészelés görbe vonal mentén
A 2. táblázatban (31. oldal) közölt bimetall fűrészlapot
ajánlatos használni, mert az erős és nehezen törik
FIGYELMEZTETÉS
Lassítsa az előtolási sebességet, amikor az anyagot
kis körívekre vágja fel. Indokolatlanul gyors előtolásnál
a fűrészlap eltörhet.
4. Beszúró fűrészelés
Ezzel a szerszámgéppel rétegelt falemezeken és vékony
deszkákon beszúró fűrészelést végezhet. Meglehetősen
könnyen kivághat belső nyílásokat is, ha a fűrészlapot
a 22., a 24 és a 26. ábrán bemutatottal ellenkező
módon szereli fel. A lehető legrövidebb és legvastagabb
fűrészlapot használja. Az adott célra ajánlatos a 31.
old. 2. táblázatban közölt 132. sz. bimetall fűrészlapot
használni. A fűrészelési műveletet feltétlenül nagy
elővigyázatossággal végezze, követve az alábbi
eljárásokat.
(1) zorítsa az alapzat alsó (vagy felső) részét az anyaghoz.
Húzza meg az indítókapcsolót, a fűrészlap végét távol
tartva az anyagtól (21. és 22. ábra).
(2) Emelje meg lassan a kart, és lassanként vágjon bele
az anyagba a fűrészlappal (23. és 24. ábra).
(3) Tartsa erősen a házat, amíg a fűrészlap teljesen bele
nem vág az anyagba (25. és 26. ábra).
FIGYELMEZTETÉS
⅜ Lehetőség szerint ne végezzen beszúró fűrészelést
fémes anyagokban. Máskülönben a fűrészlap
tönkremehet.
⅜ Semmiképpen ne húzza meg az indító kapcsolót, ha
a fűrészlap vége hozzányomódik az anyaghoz.
Máskülönben a fűrészlap könnyen megrongálódhat, ha
nekiütődik az anyaghoz.
⅜ A fűrészelést mindenképpen lassan végezze, erősen
fogva a készülék házát. Ha fűrészelés közben
indokolatlanul erőlteti a fűrészlapot, az könnyen
megrongálódhat.
5. Vezetőelem csővágáshoz (opcióként kapható
tartozék)
A termék
Vágható csőméret
Használandó
Kódszám
megnevezése fűrészlap
Vágási Külső átmérő 9 sz.
vezetőelem (L) 75mm – 165mm 131 sz.
321113
A fűrészlap
Alkalmazási terület
Vastagság
száma (mm)
1 sz. 105 mm-nél kisebb átmérőjű
acélcsövek vágásához
2,5 – 6
2 sz. 30 mm-nél kisebb átmérőjű
acélcsövek vágásához
2,5 – 6
3 sz. 30 mm-nél kisebb átmérőjű
acélcsövek vágásához
3,5 alatt
4 sz.
Fűrészáru vágásához és durva
megmunkálásához
50 – 70
5 sz.
Fűrészáru vágásához és durva
megmunkálásához
30 alatt
8 sz.
105 mm-nél kisebb átmérőjű
vinil-klorid csövek vágásához
2,5 – 15
Fűrészáru vágásához és durva
megmunkálásához
105 alatt
9 sz. 165 mm-nél kisebb lágyacél
csövek vágásához, vágási 2,5 – 6
vezetőelemmel használva
95 sz. 105 mm-nél kisebb átmérőjű
rozsdamentes acélcsövek 2,5 alatt
vágásához
96 sz. 30 mm-nél kisebb átmérőjű
rozsdamentes acélcsövek 2,5 alatt
vágásához