
















4/29/03
Manual V-16, V-24, VH-24, V-40 & VH-40 15 – Section I
Note: Occasionally the drive wheel may have to
be jogged by hand to engage the transmission
lever.
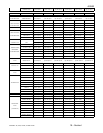
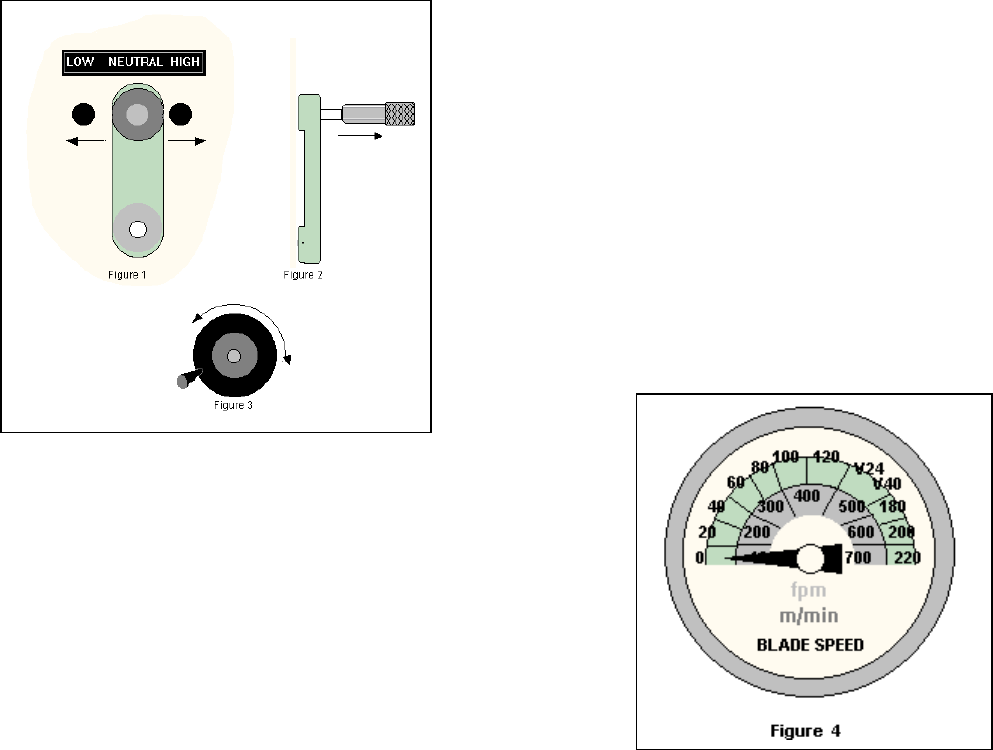
The variable speed is achieved through the use of a
variable regulator. (Figure 3) This is turned clockwise
or counter clockwise to obtain an increase or
decrease in blade speed, in either range. Adjust until
desired speed is reached as read on the blade
speed gauge. (Figure 4)
WARNING: DO NOT ADJUST THE VARIABLE SPEED
CONTROL (FIGURE 3) SPEED UNLESS THE MACHINE IS IN
OPERATION! FAILURE TO DO SO WILL CAUSE SEALS TO
FAIL, AND RENDER THE UNIT INOPERABLE.
SAW BLADE SELECTION
There are numerous types of saw blades available depending upon the application. Tooth pitch, form,
tooth set, and blade composite make up all contribute to the desired cut. Blade speeds and feed are
also a factors. The complexity of the subject cannot be properly detailed in this manual, and it is
suggested that you contact your local blade supplier for more detailed information and
recommendations for the application.
Below is a chart that can be used as a guide line for blade selection and a percentage chart for
determining the speeds and feeds for material after determining the Rockwell hardness.
The chart below shows material shape and sizes of square solid, round solid, and tubing, channel, and
angle. The size range from 0” - 12” is diameter; the column under the shapes gives recommendation of
a vari-tooth blade. Example: 4” round solid, will require a 3/4 pitch blade.
Note: For structurals and tubing, determine the average width of cut.
Blades must be broke in properly, for longest life and best cut finish. Break in cutting should be
done at 1/3-1/2 normal cutting rate, for the 50-100 square inches.
NOTE: Below are the three most commonly used types of blades. The Bi-Metal blade is the most durable, for standard types of cutting
applications. The teeth are made of high speed steel and welded to a backing material. The cutting edge contains 8% cobolt with a Rc of 64
to 68. (These blades are more difficult to weld than standard carbon.) The carbon blade is the least expensive with reduced blade life. The
back of the blade is made of hardened material with a Rc of 31 to 37 and tooth hardness of 64 to 66. The carbide tipped blade has carbide
inserts welded to the blade teeth with a Ra rating of 92