











POWER MIG
®
215XT
www.lincolnelectric.com
[2]
A CLOSER LOOK
PROCESS CAPABILITIES
E
lectrode Electrode Shielding Minimum Maximum
Process Wire Polarity Gas Thickness Thickness
(1)
M
IG .025, .030, .035, .045"
M
ild Steel (0.6, 0.8, 0.9, 1.2 mm) DC+ 100% CO
2
o
r Ar/CO
2
B
lend 24 ga. (.024") 5/16" (.312")
SuperArc
®
L50, L-56 (0.6 mm) (7.9 mm)
SuperGlide
®
S-3, S-6
MIG .030, .035, .045" DC+ Ar/CO
2
Blend 20 ga. (.036") 1/4" (.250")
Stainless (0.8, 0.9, 1.2 mm) or (Tri-Mix) (0.9 mm) (6.4 mm)
Blue Max
®
308LSi, 309LSi, 316LSi 90% He, 7-8% Ar/Balance C0
2
MIG 3/64" 1/16" (.063") 1/4" (.250")
Aluminum
(3)
(0.2 mm) DC+ 100% Argon (1.6 mm) (6.4 mm)
SuperGlaze
®
4043 and 5356
Flux-Cored, .035, .045" 100% CO
2
or Ar/CO
2
Blend 12 ga. (.109") 1/2" (.500")
Gas-Shielded (0.9, 1.2 mm) DC+ (2.7 mm) (12.7 mm)
Mild Steel Outershield
®
71M and MC-710
Flux-Cored, .035, .045" 18 ga. (.050") 1/2" (.500")
Self-Shielded (0.9, 1.2 mm) DC- — (1.2 mm) (12.7 mm)
Mild Steel Innershield
®
NR
®
-211-MP
(2)
and NR
®
-212
(1)
Lincoln Electric recommends multiple pass welds on 1/2" (12.7 mm) material. Consult the appropriate application procedures and guidelines for selecting the correct wire size,
gas type and number of passes.
(2)
.035" and .045" (0.9 and 1.2 mm) NR
®
-211-MP is only recommended up to 5/16" (7.9 mm) thick material.
(3)
For .035" (0.9 mm) and 4043 aluminum wire, the spool gun is recommended for best feeding results.
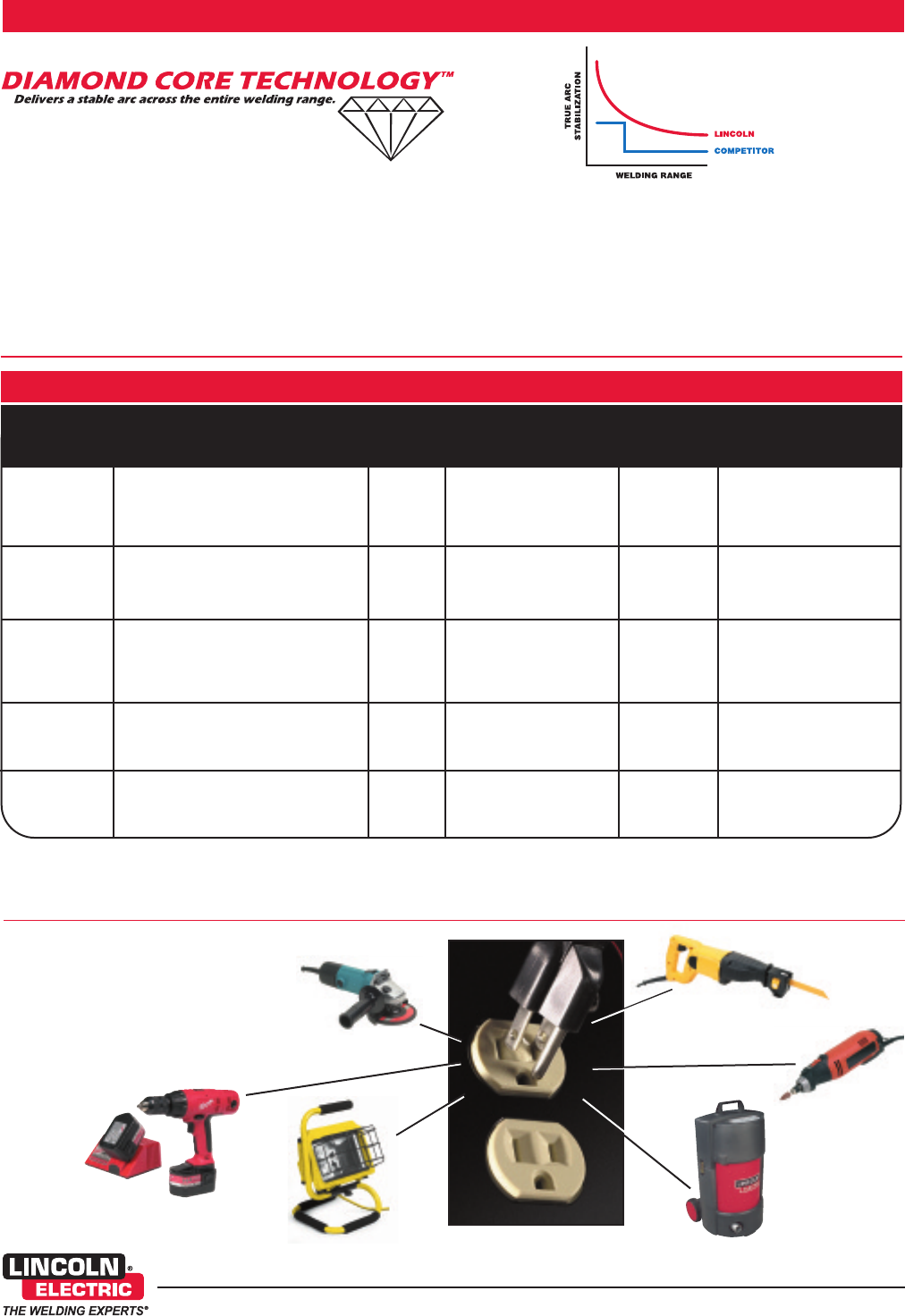
FEATURES
Energize Your Shop
The POWER MIG
®
215XT is the only
machine in its class to feature a 115 volt
auxiliary power receptacle which allows
you to power grinders, lights, cordless
tool chargers or any other power tools.
PERFORMANCE
Grinders
Battery Chargers
for Cordless Tools
Work Lights
Welding Fume
Extraction
Rotary Tools
Saws
What Is It?
Diamond Core Technology
™
is a patented innovative
choke design that filters the welding arc. It provides
dynamic arc filtering across the entire welding amp
rage. Other arc stabilization methods are “fixed” –
or only working at certain amperages – resulting in
harsh arc characteristic changes over the welding
range.
Results:
• Great starts and low spatter.
• A wide sweet spot for optimal
arc performance.
Great For:
• Steel, stainless and aluminum.
• Out-of-position work.
• Long arc applications.
• Weaving techniques.