











A CLOSER LOOK
Precision TIG
®
275
www.lincolnelectric.com
[2]
What Is It?
Pulse welding systems vary weld current between peak (high heat)
and background current (low heat) levels. Adjusting the pulse fre-
quency controls the level of heat input applied to the weld relative
to the weld travel speed.
Results
Better control of heat input in the weld, resulting in:
• Reduced warping and burnthrough on thin materials.
• Smaller heat-affected zone – good for thin material.
• Smaller bead profile without compromising proper penetration.
Great For
• Thin materials – Faster pulse settings help to narrow the bead
profile and minimize the heat-affected zone and resulting warping
or burnthrough.
• Consistent appearance – Slower pulse settings aid in timing the
application of filler metal to produce the consistent stacked bead
appearance associated with high quality TIG
welding.
• Maintaining a steady welding rhythm.
Easy “Set It/See It” Operation:
• Flashing indicator light lets you see the
pulse rate before you strike an arc.
Welding Current
Peak
Background
PULSE FREQUENCY:
Number of Pulses Per Second
Time
High Heat
(Peak)
Low Heat
(Background)
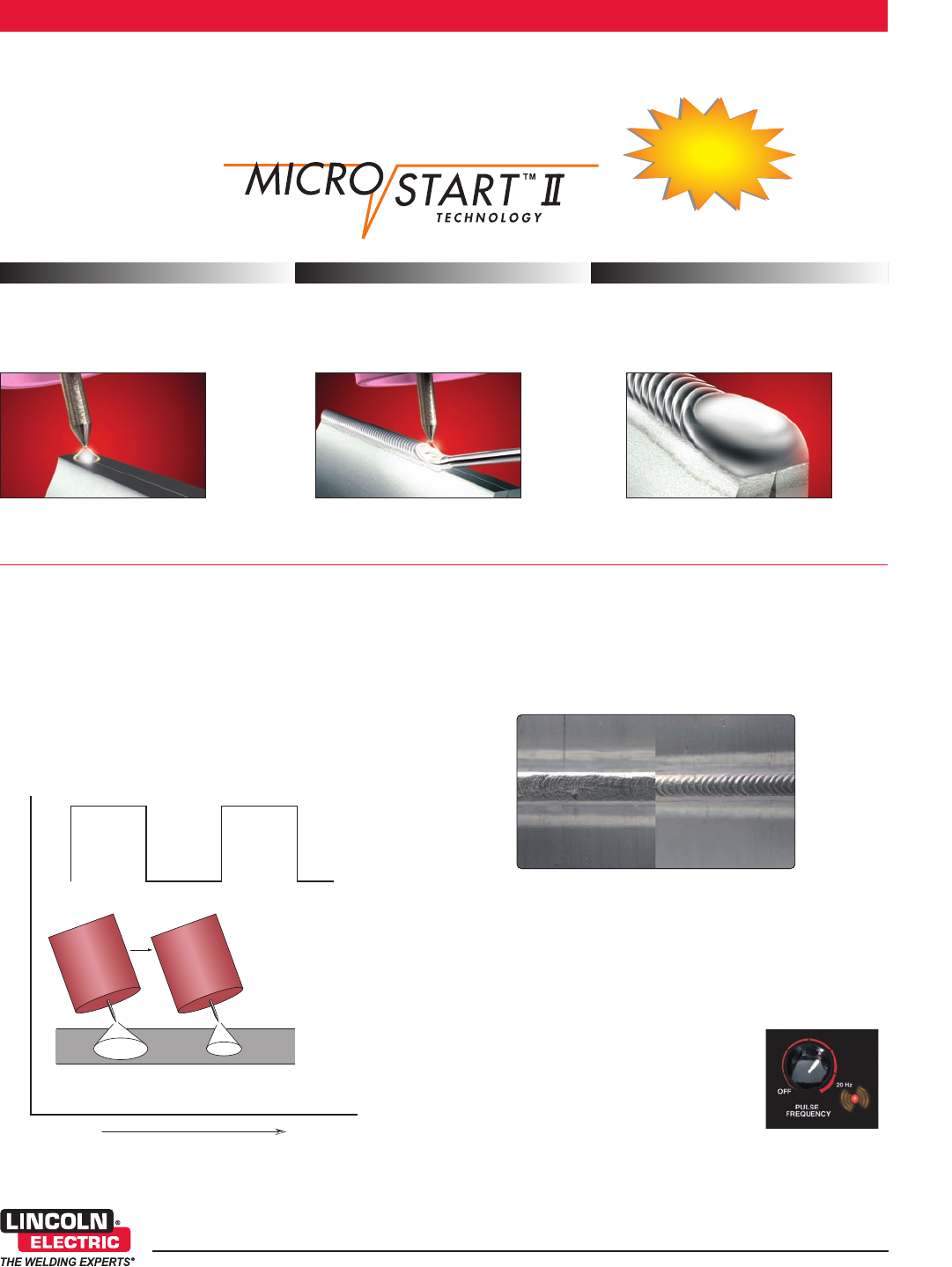
Pulsed TIG Weld
(at 60 amps)
Standard TIG Weld
(at 60 amps)
Smaller Heat
Affected Zone
Smaller Heat
Affected Zone
Smaller Bead Profile
Smaller Bead Profile
Micro-Start II™ Technology aids arc stability
THROUGHOUT THE WELD CYCLE –
even at the lowest amperage!
Micro-Start II™ Technology
controlled ramp down helps precisely fill
the weld crater for quality results.
Micro-Start II™ Technology minimizes high
frequency and ‘hot starts’ to deliver soft arc starts
without arc wandering for AC and DC welding.
ARC PERFORMANCE
Micro-Start II™ Technology — More than just a starting aid.
Better control for starting, arc stability and crater fill.
Great Starting Stable, Focused Arc Precise Crater Fill
“Set It/See It” Pulse Control — Make attractive and consistent welds!
NOW
INCLUDES
AC
forALUMINUM
WELDING
AC