









Process Electrode Wire/Stick Electrode Polarity Shielding Gas
Mild Steel FCAW .045" (1.2mm) UltraCore Positive
CO
2
or Blended
Gas-Shielded Wire 71A75 Dual (DC+)
Mild Steel .045" (1.2mm) Metalshield MC-6 Positive
Blended
Composite MIG (DC+)
Mild Steel FCAW 5/64" (2.0mm) Innershield
®
Positive None Required
Self-Shielded Wire NS-3M Only (DC+) (Self-Shielded)
Hardfacing
.045 - 5/64" (1.2-2.0mm) Lincore
®
Positive
As Required
Self and Gas-Shielded (DC+)
Steel or Stainless 3/32" - 1/4" (2.4-6.4mm) Excalibur
®
7018 Positive None Required
SMAW, Stick and Fleetweld
®
6010 (DC+) (Stick Electrode)
Mild Steel or .025" - .052" (0.6-1.3mm) Super Arc
TM
Positive CO
2
or CO
2
Ar Blended
Stainless MIG L-50 and L-56 and Blue Max
TM
(DC+) or Tri Mix
Aluminum 3/64" - 1/16" (1.2-1.6mm) SuperGlaze
TM
Positive
100% Argon
MIG 4043 and 5356 (DC+)
Air Carbon
5/32" - 5/16" (4.0-8.0mm)
Positive
Compressed Air
Arc Gouging (DC+)
[4]
www.lincolnelectric.com
3
700 AMP ARC GOUGING TORCH
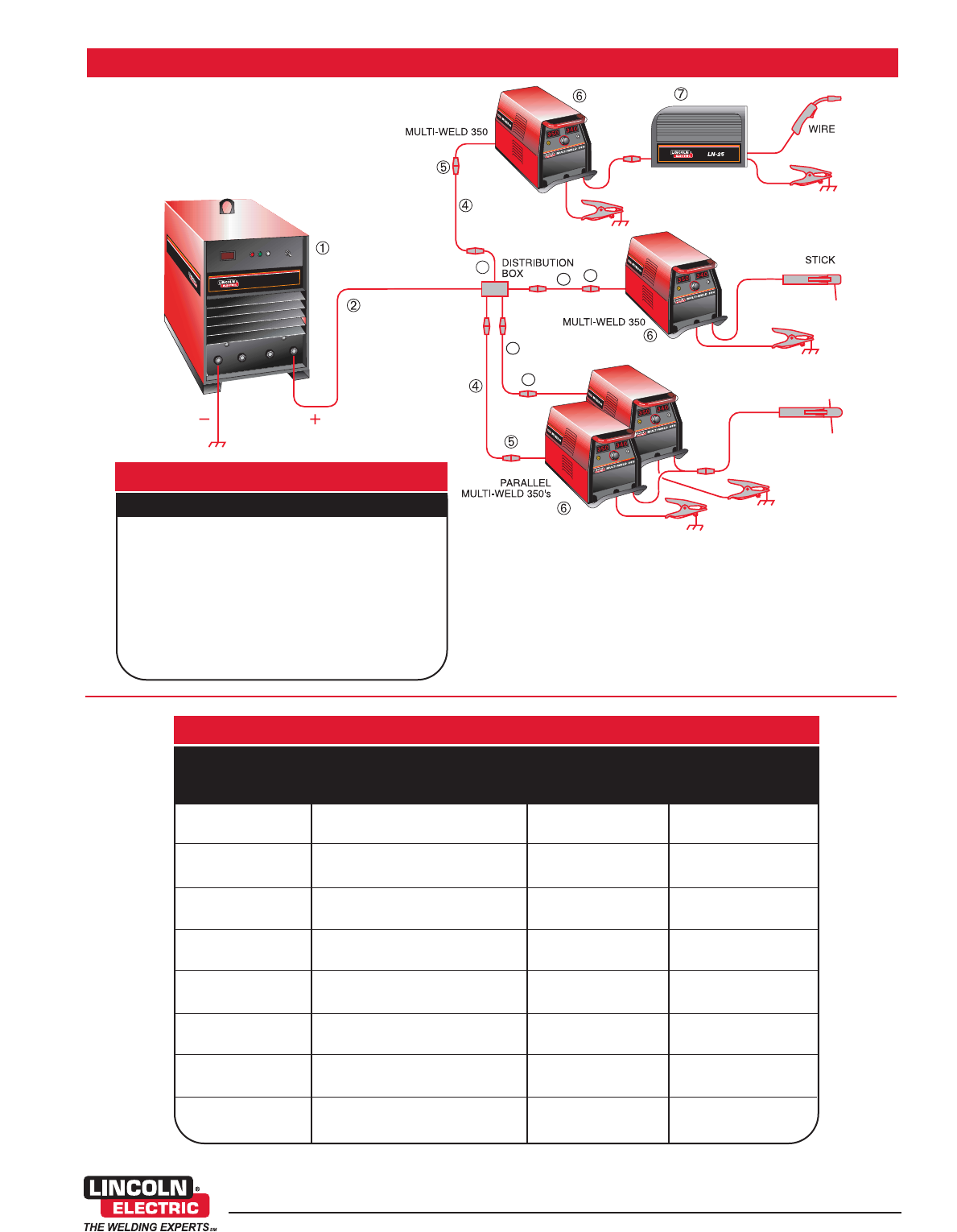
1. Power Source
2. Input Cable, 4/0 - 100 ft. .......................................... L-4/0-100
3. Distribution Box ........................................................ K1736-1
4. Input Cable, 1/0 - 25 ft............................................... L-1/0-25
5. Welding Cable Connectors
Twist-Mate Male Connector.................................... K852-70
Twist-Mate Female Connector................................ K1759-70
6. Multi-Weld 350s ........................................................ K1735-1
7. LN-25 ........................................................................ K449
Multi-Weld 350
[4]
PROCESS CAPABILITIES
A CLOSER LOOK
SYSTEM SELECTION
SYSTEM SELECTION
Product Product Number
POWER SOURCE WITH 72V
MINIMUM OCV
(OPEN CIRCUIT VOLTAGE)
ACROSS THE ARC
WIRE FEEDER
(DC+ ONLY)
4
5
5
4