















CARTRIDGE OPERATION/FEATURES
Variable Shade Control
The shade can be adjusted from shade 9 to 13 based upon welding process or
application (refer to Shade selection chart on page 6). The variable shade control
knob is mounted to shell for external adjustment.
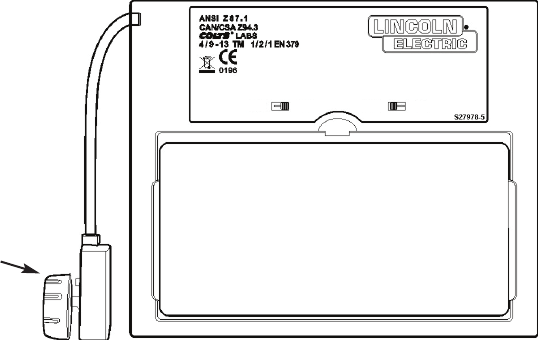
Sensitivity Control
You can adjust the light sensor by selecting the HIGH or LOW position of the
sensitivity switch as shown in figure below. Generally, the HIGH setting is select-
ed for normal use. Where the helmet is used in the presence of excess ambient
light or with another welding machine close by, the LOW setting may be selected
for better performance.
Delay Time Control
This control is designed to protect the welder’s eyes from the strong residual rays
after welding. You can delay the time of change to light state from the darkened
state with setting delay control switch on FAST or SLOW. The SLOW setting is
recommended for high amperage applications where the weld puddle is still very
bright after the welding arc has ceased and for situations where the filter may be
temporarily blocked from seeing the welding arc.
Solar Power
This helmet is powered by solar energy. As such, there is no battery that requires
replacement.
Variable shade
control Knob
5
ALWAYS TEST TO BE SURE THE ADF CARTRIDGE IS CHARGED
BEFORE WELDING. The helmet can be placed in sunlight to charge. Do not
store the helmet in a dark cabinet or other storage area for long periods.
While welding, the arc also charges the ADF cartridge.
SHADE GUIDE SETTINGS
If your helmet does not include any one of the shades referenced above, it is
recommended you use the next darker shade.
6
SENSITIVITY DELAYTIME
LOW
HIGH
SLOW
FAST
GUIDE FORSHADENUMBERS
OPERATION ELECTRODESIZE ARC MINIMUM SUGGESTED
(
1
)
1/32in.(mm) CURRENT(A) PROTECTIVE SHADENO.
S
HADE (COMFORT)
Shieldedmetalarc Lessthan3(2.5) Lessthan60 7 –
welding 3-5(2.5–4) 60-160 8 10
5-8(4–6.4) 160-250 10 12
Morethan8(6.4) 250-550 11 14
Gasmetalarc Lessthan60 7 –
weldingandflux 60-160 10 11
coredarcwelding 160-250 10 12
250-500 10 14
Gastungstenarc Lessthan50 8 10
welding 50-150 8 12
150-500 10 14
Aircarbon (Light) Less than500 10 12
Arccutting (Heavy) 500-1000 11 14
Plasmaarcwelding Lessthan20 6 6to8
20-100 8 10
100-400 10 12
400-800 11 14
Plasmaarccutting (Light
)
(2)
(2)
(2)
Lessthan300 8 9
(Medium) 300-400 9 12
(Heavy) 400-800 10 14
Torchbrazing – – 3 or4
Torchsoldering – – 2
Carbonarcwelding – – 14
PLATETHICKNESS
in. mm
Gaswelding
Light Under1/8 Under3.2 4or5
Medium 1/8to1/2 3.2to12.7 5or6
Heavy Over1/2 Over12.7 6or8
Oxygencutting
Light Under1 Under25 3or4
Medium 1to6 25to150 4or 5
Heavy Over6 Over150 5or6
(1)
As
a
rule
ofthumb,start withashadethatis toodark,thengoto alightershadewhichgives sufficientview oftheweldzonewithout going
belowthe
minimum.Inoxyfuel gasweldingorcuttingwherethe torchproducesa highyellowlight,itis desirabletouseafilter lensthatabsorbs
the
yellowor
sodiumlinethe visiblelightofthe(spectrum) operation
(2)
Thesevaluesapply wherethe actualarcis clearlyseen.Experiencehasshown thatlighterfiltersmaybe usedwhenthearcishidden bythe
workpiece.
.
DatafromANSIZ49.1-2005