











TECHNOLOGY
6/8
Waveform Control Technology
Process Controls
Pulse-On-Pulse
TM
Unlike standard pulse welding, which uses a single
pulse wave shape, Pulse-On-Pulse uses a sequence of
varying pulse wave shapes to produce a GTAW-like
bead appearance to readily produce top quality
aluminum welds with excellent appearance, little spatter,
and good bead shape. The waveform control in Pulse-
On-Pulse welding is frequency modulation. Frequency
modulation controls the spacing of the ripples in the
weld. Use low values for slow travel speeds and wide
welds, and high values for fast travel speeds and
narrower welds.
STT
®
STT uses current controls to adjust the heat, so changes
in electrode extension do not affect heat input. The
Waveform Controls associated with STT welding are
Peak Current, Background Current, and Tail-Out. Peak
current controls the arc length, which affects the shape
of the root face; Background current controls heat input,
which affects the back bead; Tailout current also
contributes to control of heat input.
Power Mode
TM
The Power Mode uses Power (V x I = W) to regulate the
arc length. The preset power setpoint is the main
control. Increasing the power setpoint forces the power
source to adjust BOTH voltage and current to maintain
the watt energy programmed for that setpoint.
Increasing the power setpoint will increase voltage and
decrease current simultaneously.
Tandem MIG
Tandem MIG uses two independently generated arcs
contributing to the same weld puddle. Tandem MIG can
operate in one of two configurations: a lead CV arc with
a pulsed trail, or two synchronized pulsed arcs. The
Waveform Controls for Tandem MIG are pulse
frequency, background current and trim, which control
heat input and arc stiffness.
AC/DC Submerged Arc
Submerged Arc welding involves as many as five
independently generated arcs contributing to the same
weld puddle, under a blanket of flux. Waveform Control
allows for infinite phase shifting of the AC waveform
through the frequency modulation control. Also, ultimate
control of deposition and penetration can be obtained by
adding positive or negative DC offsets to the waveform.
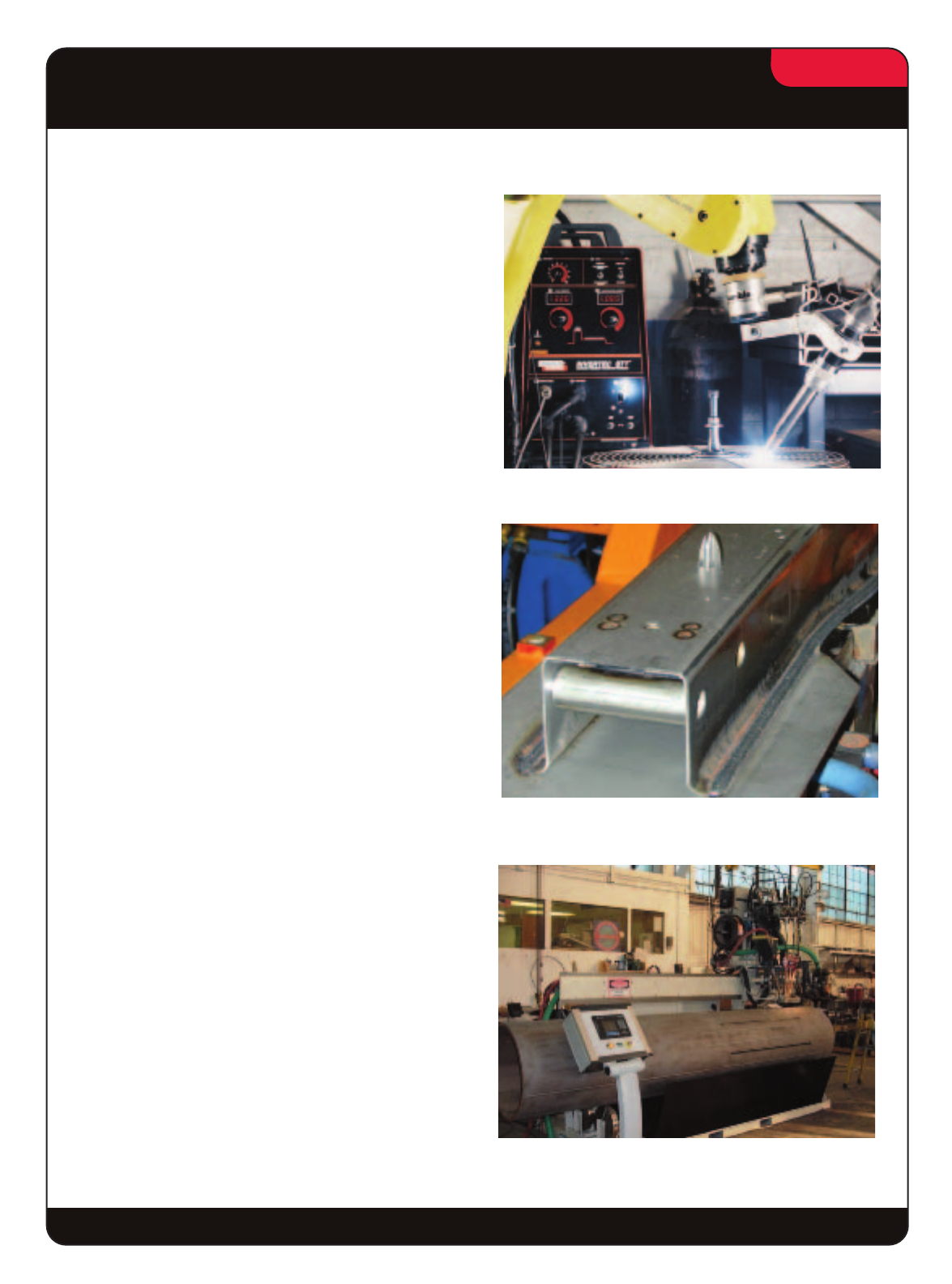
The STT Waveform controls heat input
and reduces spatter and fume
The Tandem MIG relies on Waveform Control
to synchronize its dual arc system
AC/DC Submerged Arc uses Waveform control
for infinite phase-shifting to accommodate up
to 5 arcs without arc blow
The future of welding is here.
®