







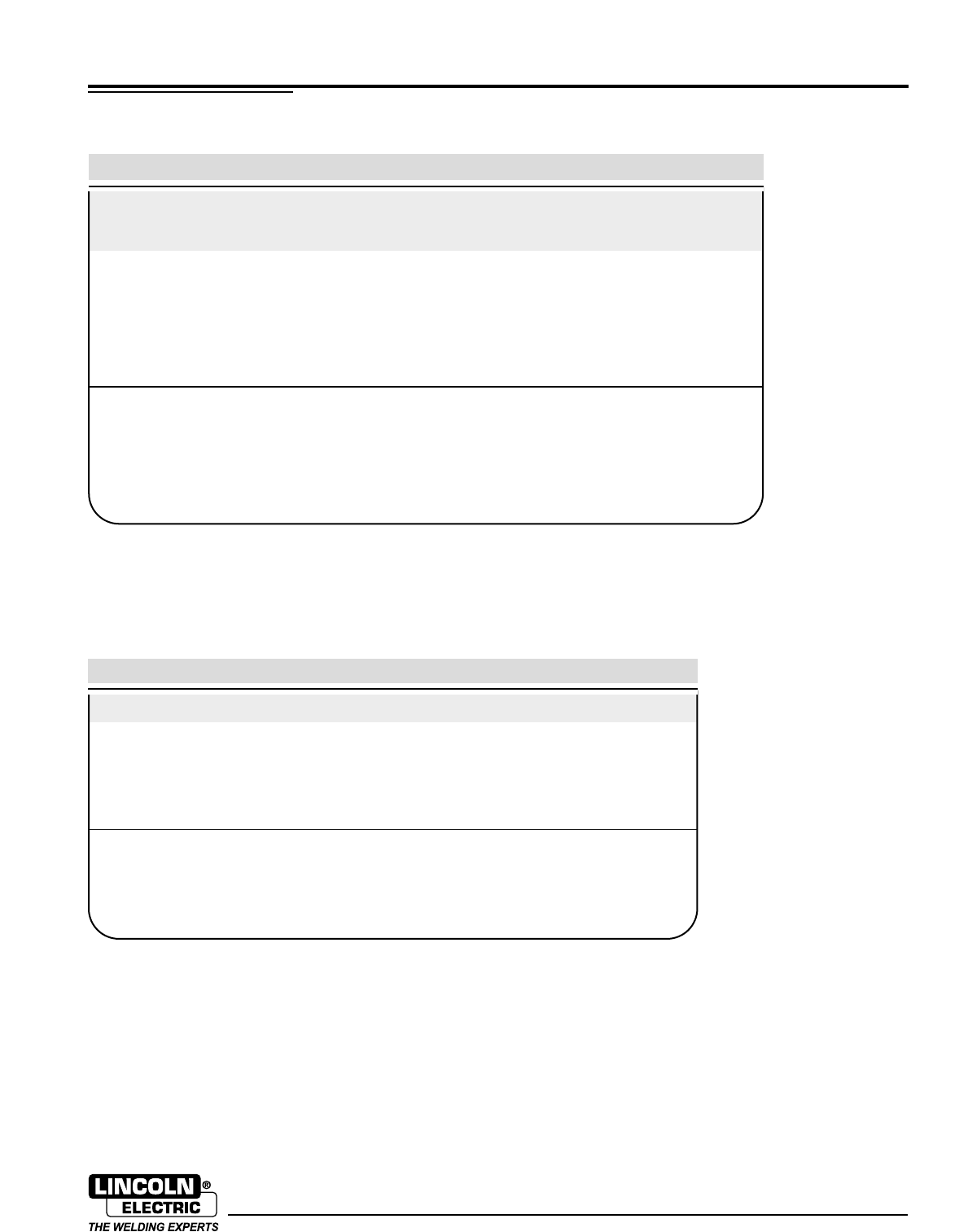
Tested per AWS
Charpy V-Notch
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
psi (MPa) psi (MPa) (%) @ -40ºF (-40ºC)
Requirements
P223/L-61 58,000 70,000-95,000 22 20
AWS F7A4-EM12K (400) (483-655) (27)
AWS A5.17-97 min. min. min.
As-welded
Actual Test Results 63,400 77,300 31 93
(437) (533) (126)
Requirements @ -20ºF (-29ºC)
P223/L-70 68,000 80,000-100,000 20 20
AWS F8A2-EA1-A2 (469) (552-689) (27)
AWS A5.23-97 min. min. min.
As-welded
Actual Test Results 79,800 93,900 25 39
(550) (647) (53)
MECHANICAL PROPERTIES – As Required per AWS A5.17-97/A5.23-97
NOTE: The multiple pass procedure shown above is specified in AWS A5.17-97/AWS A5.23-97 and was employed
only for the purpose of AWS classification. The testing results and AWS classification shown should not be used to
determine the suitability of this flux/wire combination for service in limited pass applications. Actual procedural tests
should be conducted to verify the mechanical properties obtained on these applications.
DEPOSIT COMPOSITION - As Required per AWS A5.17-97/A5.23-97
%C %Mn %Si %S %P %Mo %Cu
Requirements
P223/L-61
AWS F7A4-EM12K Not Specified
AWS A5.17-97
Actual Test Results 0.08 1.38 0.43 0.003 0.011 — 0.06
Requirements
P223/L-70 0.12 1.40 .80 0.030 0.030 0.40-0.65 0.35
AWS F8A2-EA1-A2 max. max. max. max. max. max.
AWS A5.23-97
Actual Test Results 0.08 1.33 0.38 0.009 0.014 0.51 0.09
P223 FLUX AWS A5.17-97: F7A4-EM12K and A5.23-97: F8A2-EA1-A2
P223 Flux 12/03
www.lincolnelectric.com
[2]