











Invertec® STT® II
[2]
A CLOSER LOOK
www.lincolnelectric.com
Waveform Control Technology®
Driving Superior Welding Performance
Lincoln’s Waveform Control Technology controls and shapes the output waveforms
(or weld modes) to adapt to virtually any application, material or weld position. Waveform
Control Technology makes it possible to take advantage of Lincoln Nextweld innovations like
the STT Process using the STT II.
For more information see Nextweld Document NX-1.10
WHAT IS NEXTWELD
®
?
Nextweld integrates Lincoln’s technologies, process-
es and products to create a comprehensive, flexible,
user-friendly welding system that can increase
efficiency and reduce fabrication costs. Waveform
Control Technology™ and digital communications
provide the foundation for Nextweld innovations like Pulse-On-
Pulse™, Power Mode™, STT
®
and ArcLink
®
. Look for Nextweld
for ultimate arc control, high efficiency/reliability and seamless
system integration.
STT
®
(Surface Tension Transfer
®
) is a controlled
GMAW short circuit transfer process that uses
current controls to adjust the heat independent of
wire feed speed, resulting in superior arc perform-
ance, good penetration, low heat input control,
and reduced spatter and fumes.
For more information see Nextweld
Document NX-2.20
Conventional CV short
circuit transfer using CO
2
and .045” solid wire.
STT using CO
2
and .045” solid wire.
Note reduced spatter and fume.
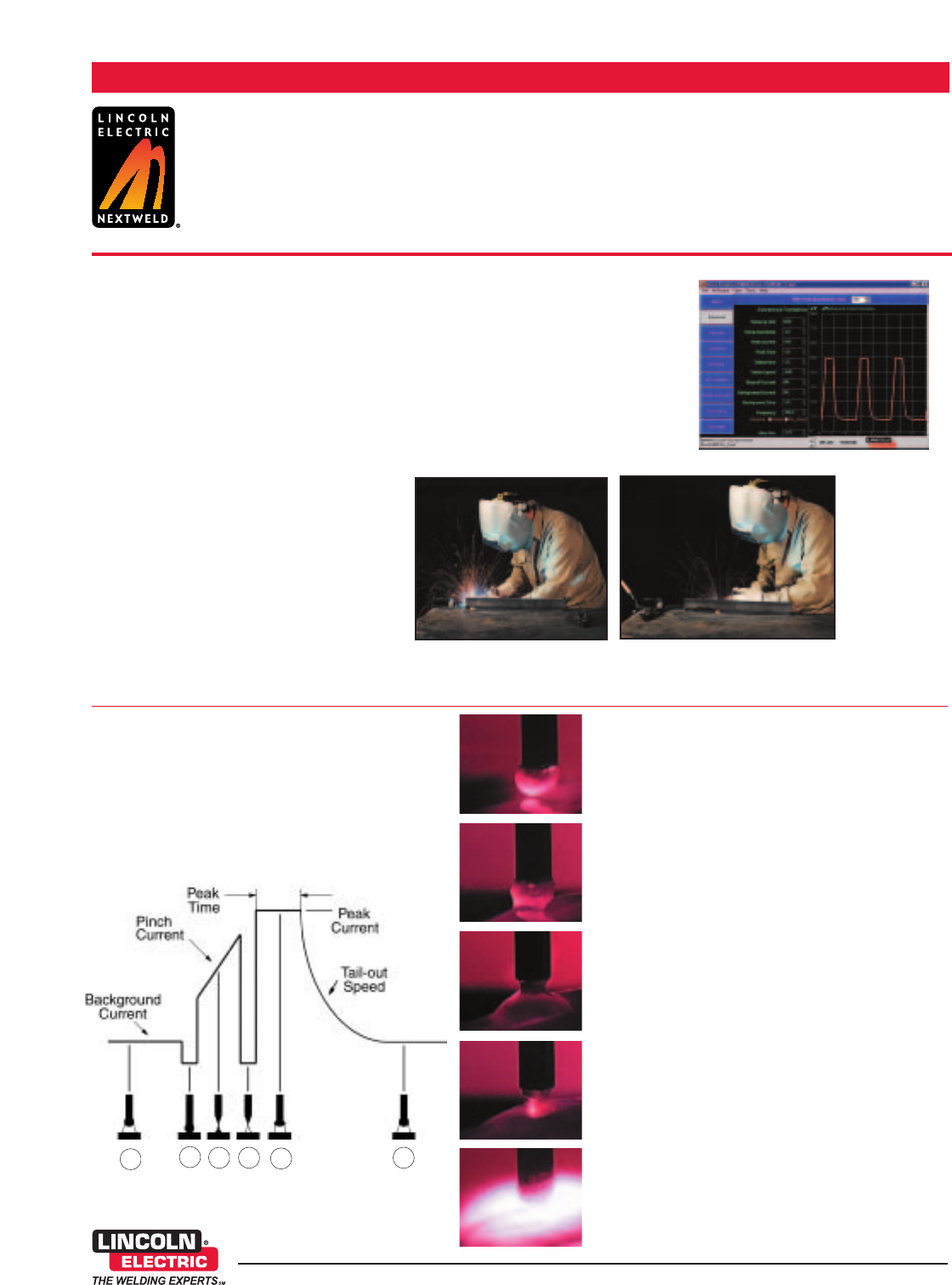
A. STT produces a uniform molten ball and maintains it
until the "ball' shorts to the puddle.
B. When the "ball" shorts to the puddle, the current is
reduced to a low level allowing the molten ball to wet
into the puddle.
C. Automatically, a precision PINCH CURRENT wave
form is applied to the short. During this time,
special circuitry determines that the short is about
to break and reduces the current to avoid the spatter
producing "explosion".
D. STT circuitry re-establishes the welding arc at a low
current level.
E. STT circuitry senses that the arc is re-established, and
automatically applies PEAK CURRENT, which sets the
proper arc length. Following PEAK CURRENT, internal
circuitry automatically switches to the BACKGROUND
CURRENT, which serves as a fine heat control.
The STT Process
AEDCBA