



















2.6
MIG/MAG 140/160
Entretien
L’appareil ne nécessite pratiquement pas d’entre-
tien.
B
Danger – Tension électrique!
Avant de procéder à l’entretien de l’appareil
ou à un dépannage, il faut enlever la prise
secteur!
x Vérifier régulièrement la roue d’avancement, le
rouleau de pression et la tuyère d’entrée. S’ils
sont encrassés, il faut les nettoyer.
x A intervalles réguliers, il faut nettoyer le paquet
entier de tuyaux du chalumeau, vu que les
déchets de meulage et la poussière se dépo
-
sent à l’intérieur.
x La tuyère de contact du chalumeau est une
pièce d’usure perdue. Lorsque son forage est
trop gros, on doit la remplacer.
x Dans les parois intérieures du capuchon à gaz
enfichable du chalumeau, il y a des éclaboussu-
res de métal qui s’incrustent. Si besoin est, il
faut les éliminer. Un agent séparateur facilite ce
travail et empêche que les éclaboussures ne
soient recollées de nouveau.
x Il faut remplacer immédiatement les lignes élec-
triques défectueuses.
Dépannage
On reconnaît dans la plupart des cas une panne
mécanique lorsque l’avance du fil est irrégulière ou
quand il y a un blocage de l’avancement du fil.
Les pannes électriques entraînent l’arrêt partiel ou
complet de l’appareil.
B
Danger – Tension électrique!
Le dépistage des erreurs dans la partie élec-
trique de l’appareil ainsi que tous les travaux
sur les pièces électriques ne pourront être
effectués que par un spécialiste autorisé en
électricité.
En se rapportant au schéma de câblage, il est pos-
sible de dépister les autres erreurs.
Le dépistage des erreurs doit se faire d’abord sans
tension et dans l’ordre suivant:
1. Vérification de la stabilité du branchement sec-
teur et des autres branchements aux commuta-
teurs, du transformateur, de l’étranglement ainsi
que des prises de courant embrochables et des
jonctions par brasage.
2. Vérification du passage et du contact des fusi-
bles.
3. Contrôle optique pour détecter éventuellement
les courts-circuits ou la surcharge de bobinages
(décoloration).
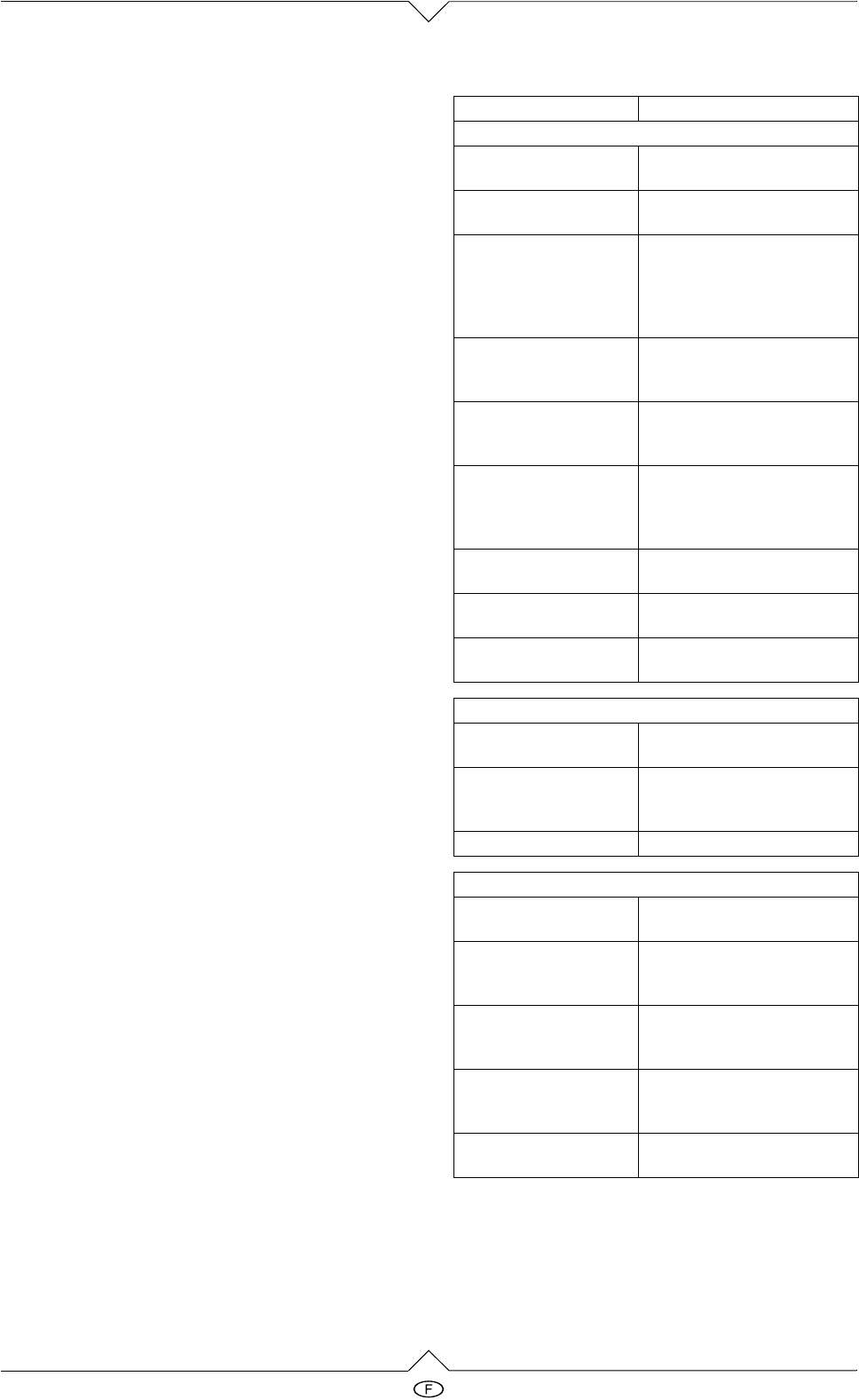
Panne, cause Dépannage
• Arc électrique qui vacille, voire instable?
Mauvaise position de
la tension de soudage
Corriger sur le commutateur
de tension à échelons
Trop / pas assez
d’électrode
Régler sur le régulateur
d’avance de l’électrode
Borne de connexion de
la pièce de travail est
lâche ou grande résis-
tance au passage
(rouille, peinture)
Etablir un bon contact entre
la pièce de travail et la borne
de connexion de la pièce de
travail
Tuyère de contact
usée ou diamètre non
adéquat
Remplacer
Réglage de la quantité
de gaz n’est pas cor-
rect
Régler la quantité de gaz
La pièce de travail
n’est pas propre au
point du cordon de
soudure
Enlever la peinture, la
rouille, la graisse, etc.
Unité de puissance
défectueuse
Déposer l’appareil à l’atelier
de réparation
Spirale enfichable
encrassée
Nettoyer et remplacer
Problème à l’avance-
ment
Voir ci-dessous
• Beaucoup d’éclaboussures lors du soudage?
Trop d’électrode rembobiner le régulateur
d’avancement d’électrode
Trop de tension de
soudage
Faire descendre la tension
en diminuant au commuta-
teur
Pièce de travail sale Nettoyer
• Le moteur d’avancement ne fonctionne pas?
Pas de tension secteur Contrôler le branchement
secteur
Commutateur de ten-
sion secteur est sur
zéro
Régler le degré de tension
Commutateur de cha-
lumeau n’est pas
actionné
Activer le commutateur de
chalumeau
Fusible Faire remplacer par un spé-
cialiste en électricité auto-
risé
Moteur défectueux Déposer à l’atelier de répa-
ration