



















OM-1592 Page 7
Figure 4-2. Sequence Of Plasma Arc Cutting (PAC)
HITTING TORCH ON A HARD SURFACE to remove
spatter can damage torch.
• Do not clean torch by hitting it against a hard surface.
• Hitting hard surfaces can damage torch parts and stop proper
operation.
TIP AND ELECTRODE WEAR BEYOND
RECOMMENDED VALUES or OPERATION
WITHOUT TIP OR ELECTRODE can damage torch.
• Inspect cup, tip, and electrode before cutting or whenever cutting
speed has been significantly reduced.
• Do not operate torch without a tip or electrode in place.
• Use correct standoff distance.
• Do not cut with gouging tip.
CAUTION
Check Torch
Tip, Electrode,
And Shield Cup
Install &
Connect
Equipment
Install
Gouging Tip
Check Gas/Air
Pressure
Set
Controls
Begin
Gouging
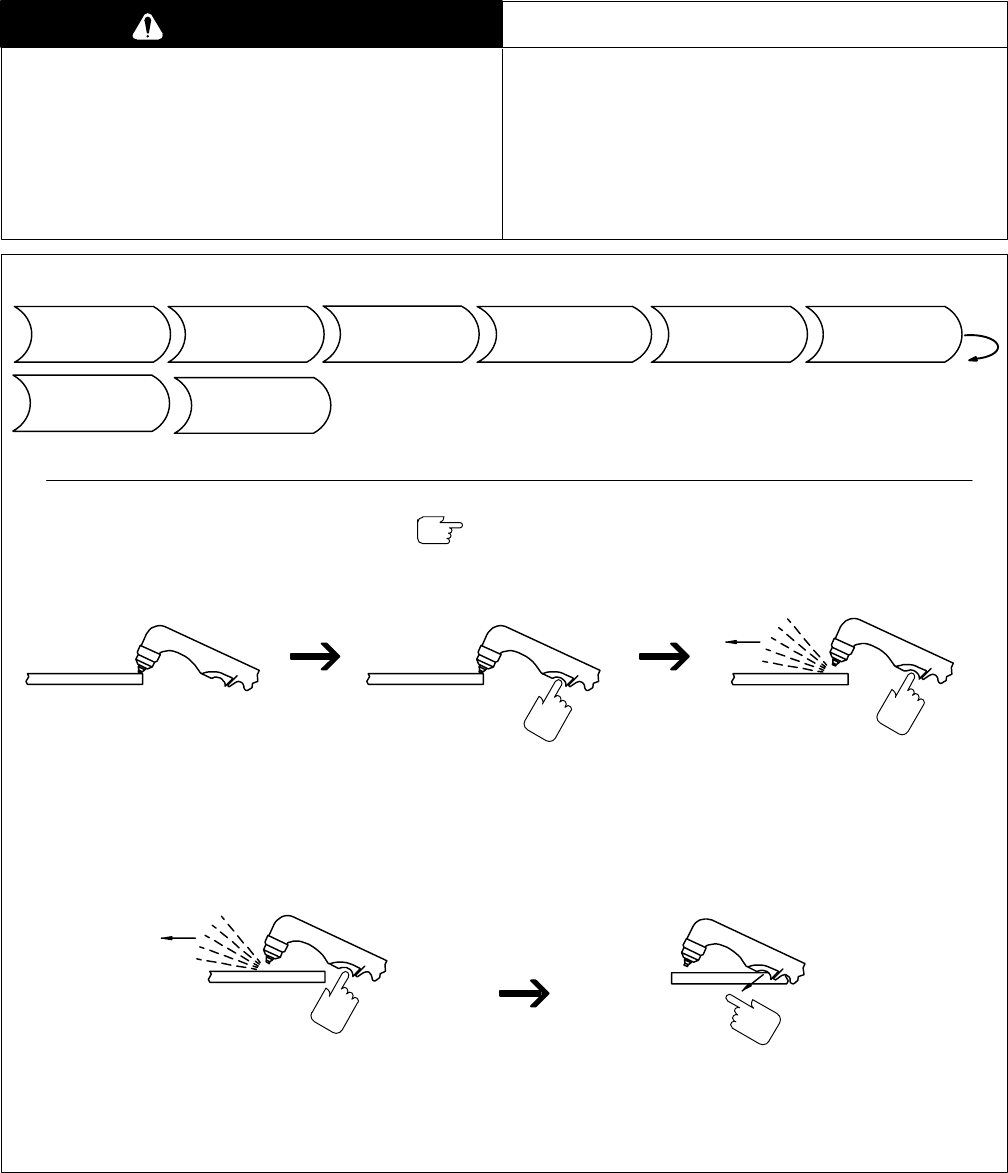
EXAMPLE Of Gouging Operation
ST-800 968
Use approx. 1/8 in (3 mm)
standoff distance at about
a 40° angle.
Establish arc length of 1/2 to 1-1/2 in
(13 - 38 mm), and slowly
start moving torch across metal.
Adjust torch speed, arc length and angle as needed.
Direct sparks away from torch. Do not gouge too
deeply in one pass; make repeated passes if needed.
Release trigger. Postflow continues for approx.
20 to 30 seconds. Gouging arc can be instantly
restarted during postflow by pressing trigger.
Turn On
Cutter
Put On Personal
Safety
Equipment
Press trigger. After 2 seconds of
preflow, pilot arc starts.
If cutting arc is not started within 5 seconds of pilot arc, pilot
arc will go out. There is a 20-second reset time before the pilot
arc can be restarted.
Figure 4-3. Sequence Of Plasma Arc Gouging (PAG)