


















20 21
OPERATION
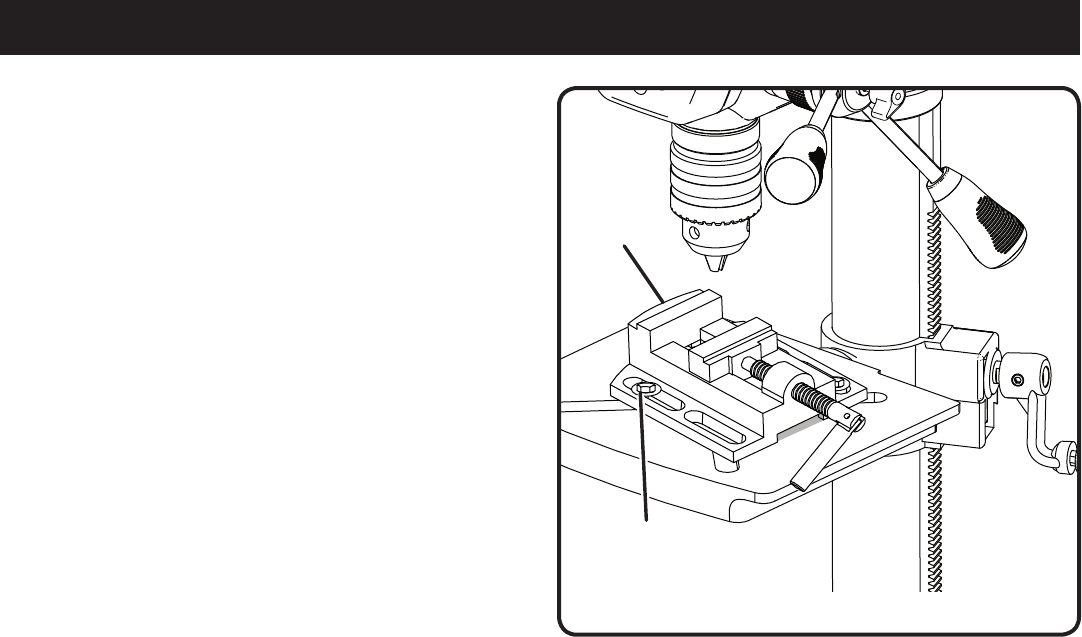
DRILLING
See Figure 20.
n Using the vise provided or similar clamping device, secure
the workpiece to the worktable. To protect the top surface
of the workpiece, use a piece of scrap wood between the
vise and the workpiece.
n Select the proper drill bit based on the hole size desired.
For large holes, drill a pilot hole first, using a smaller
diameter bit.
n Select and set the recommended spindle speed. Refer
to Changing Speeds in the Adjustments section of this
manual.
n Set table assembly to desired height. Refer to Adjust-
ing Table Height in the Adjustments section of this
manual.
n If desired, set feed shaft at desired spindle depth. Refer
to Adjusting Depth Gauge in the Adjustments section
of this manual.
n Make sure the work table is free of all loose objects and
the bit is not in contact with the workpiece.
n Plug electrical cord into power supply and turn switch
ON. Make sure spindle rotates freely.
n Slowly lower drill bit into workpiece. Do not force the bit;
let the drill press do the work.
n Once the hole is completed, allow the spindle to return to
its normal position. This will automatically raise the chuck
and bit.
DRILLING TIPS
n If a large hole is needed, it’s a good idea to drill a smaller
pilot hole before drilling the final one. Your hole will be
more accurately positioned, rounder, and the bits will last
longer.
n If the hole is deeper than it is wide, back off occasionally
to clear the chips.
n When drilling metal, lubricate the bit with oil to improve
drilling action and increase bit life.
n As you increase the drill size, you may need to reduce
the spindle speed.
n If drilling a through hole, make sure that the bit will not
drill into the table after moving through the workpiece.
VISE
Fig. 20
HEX
BOLT