



















• 13 •
Low vs High Voltage Welding Electrodes
Make certain you have the best electrode for the welding job you intend
to do. Electrode manufacturers make most of the standard welding
electrodes in two basic types. One type has been designed to run on
welders with high Open Circuit Voltage. The other type electrode is
designed to run on welders with Low Open Circuit Voltage. Most of your
welding will probably be done with low open circuit voltage AC rods such
asE-6013orE-7014generalpurposerods.Userodsof1/16,5/64,or
3/32inchdiameter(thethickertherod,themoreexperienceyouneed.)
Highopencircuitvoltagerodssuchas6011,7018,etc.willnotworkwith
mostlowpowerwelders(100ampsandsmaller).
Electrode manufacturers have adopted a uniform marking code for
weldingelectrodes.Eachelectrodeismarkedwithaprexletterandfour
numbers.Eachofthenumbershasaparticularsignicance.Forexample:
a commonly used general purpose electrode is marked E-6013. The E
signiestheelectrodeisforelectricarcapplications.
Thersttwodigitsinthenumberindicatetheminimumtensilestrength,
of the deposited metal, in thousands of pounds per square inch. In this
instance, 60 indicates the melting rod will have a minimum tensile strength
of 60,000 p.s.i. The third number indicates the welding position for which
the rod is intended. A number 1 indicates for use in any position. Number
2representsanelectroderestrictedtoweldinginhorizontalandat
positions.Number3representsanelectrodeintendedforuseintheat
position only. The fourth digit shows some special characteristics of the
electrode such as weld quality, type of current, or amount of penetration.
For all practical purposes, fourth position marking will not affect the rod
you would normally purchase.
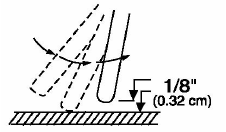
Striking The Arc 4.4
To strike an arc, bring the tip of the rod in contact with the work surface
andthenquicklyraiseituntilthereisabout1/8inch(3.2mm)gapbetween
the rod and the work, as can be seen below.
Theeasiestwaytostrikeanarcistoscratchthetipoftherod(fora
shortdistance)ontheworksurface(asyouwouldstrikeamatch),then
quicklyliftittherequired1/8inch(3.2mm).Itisimportantthatthegap
be maintained during the welding process and that it be neither too wide
or too narrow. If the gap becomes too narrow, the electrode will freeze or
stick to the work piece.