



















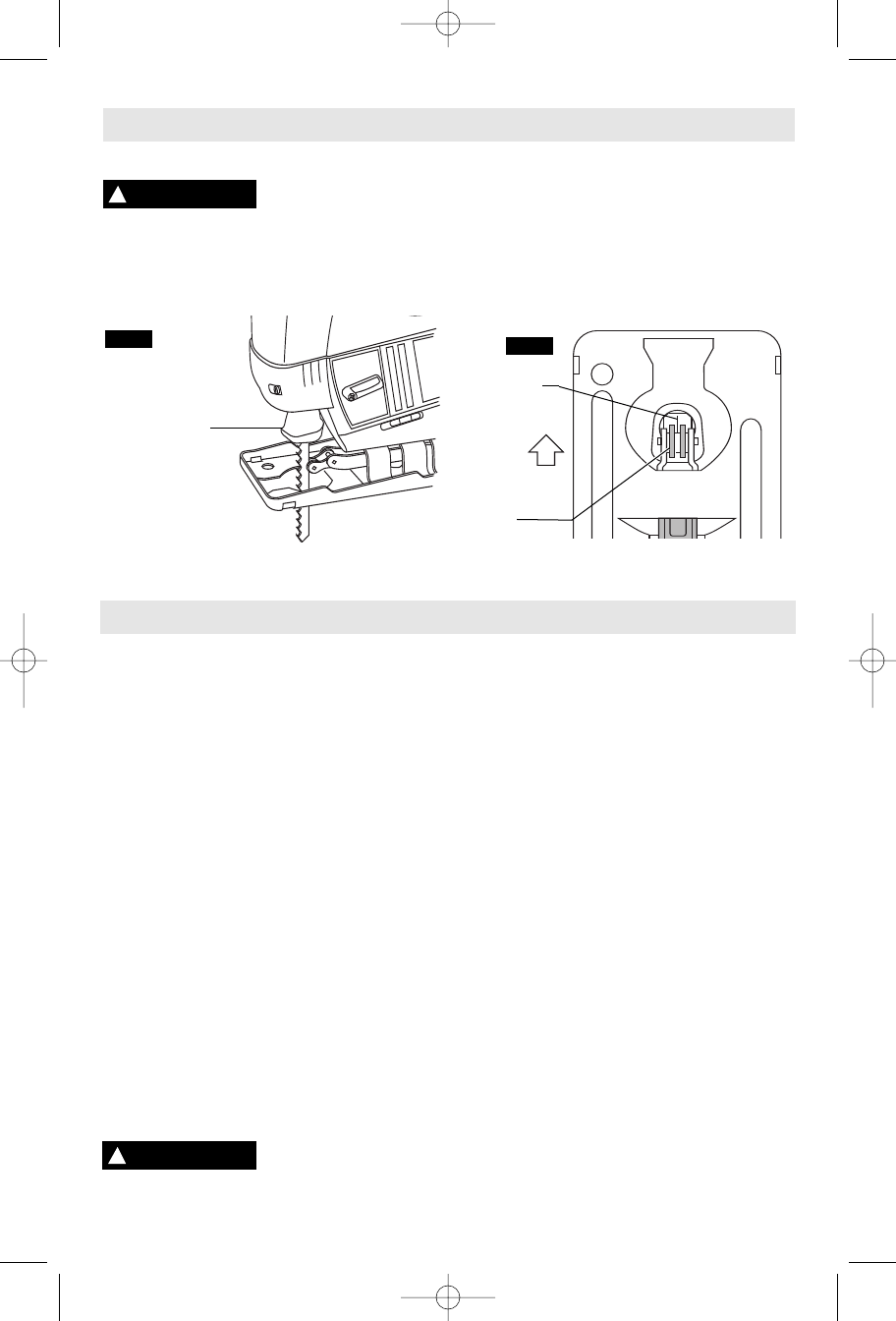
Pose de la lame
Pour éviter le risque de bles-
sure, débranchez toujours le
cordon de la source d’alimentation avant d’effectuer les
réparations et réglages ou de remplacer les lames.
1. Insérez la lame de la scie (dents dans le sens de
coupe) jusqu'à ce qu'elle s'enclenche dans le plongeur
(Fig. 3).
Lorsque vous insérez la lame de la scie, le dos de la
lame doit reposer dans la rainure du rouleau de
guidage (Fig. 4).
2. Pour enlever la lame, soulevez le couvercle du
système de changement de lame sans outil avec le
pouce et l’index et enlevez la lame.
S’utilise avec des lames de scie sauteuse à queue soit
en T soit en U.
-
19
-
Assemblage
GÂCHETTE DE COMMANDE MARCHE/ARRÊT
(Modèles 4485 et 4580 seulement)
Pour mettre l’outil en marche, appuyez sur la gâchette.
Pour mettre l’outil à l’arrêt, relâchez la gâchette qui est à
ressort et reviendra automatiquement à la position
d’arrêt.
GÂCHETTE AVEC VARIATION DE VITESSE
(Modèle 4480 et 4540 seulement)
Votre outil est doté d’un interrupteur à gâchette avec
variation de vitesse. Enfoncez ou relâchez la gâchette
pour démarrer ou arrêter l’outil. La vitesse peut être
réglée entre les valeurs mini et maxi indiquées à la
plaque signalétique en faisant varier la pression exercée
sur la gâchette. Plus la pression est élevée, plus la
vitesse est grande (Fig. 1).
BOUTON DE BLOCAGE EN MARCHE
Le bouton de blocage en marche situé sur la poignée de
votre outil permet de faire tourner celui-ci à la vitesse
maximale sans avoir à tenir la gâchette (Fig.1).
POUR BLOQUER LA GÂCHETTE EN POSITION MARCHE
(ON) : enfoncez la gâchette, appuyez sur le bouton et
relâchez la gâchette.
POUR DÉBLOQUER LA GÂCHETTE : appuyez sur la
gâchette et relâchez-la sans appuyer sur le bouton de
blocage en marche.
Si l’utilisateur appuie
continuellement sur le
bouton de blocage en marche, la gâchette ne peut pas
être relâchée.
CADRAN DE VITESSE VARIABLE
(Modèles 4485 et 4580 seulement)
Votre scie sauteuse est pourvue d'un cadran de
vitesse variable. On peut régler la course de la lame
durant le sciage en prédéfinissant le cadran sur ou
entre n'importe lequel des six chiffres.
Réglage Valeur de courses par minute
1-2 Course faible
3-4 Course moyenne
5 Course élevée
Maxi. Prise directe
CIRCUIT D’ASSERVISSEMENT ÉLECTRONIQUE
(Modèles 4485 et 4580 seulement)
Le système d’asservissement électronique interne
permet de maintenir la vitesse quasiment constante
entre les régimes à vide et sous-charge.
VITESSE DU PISTON
On peut régler la course comme décrit ci-dessus dans
la section « Cadran de vitesse variable ». Les
meilleurs résultats pour une application particulière
sont déterminés par l'expérience, bien qu'en général,
les vitesses plus lentes soient destinées à des
matériaux plus denses et les vitesses plus rapides à
des matériaux mous.
Consignes de fonctionnement
AVERTISSEMENT
!
AVERTISSEMENT
!
FIG. 3
COUVERCLE DU
SYSTÈME DE
CHANGEMENT DE
LAME SANS OUTIL
FIG. 4
LAME
ROULEAU DE GUIDAGE
(Modèles 4480, 4485 et 4580 seulement)
SM 1619X00516 10-04 10/11/04 8:36 AM Page 19