



















For Machines Mfg. Since 5/11 13" Heavy 13
®
Gearhead Lathe
-51-
OPERATION
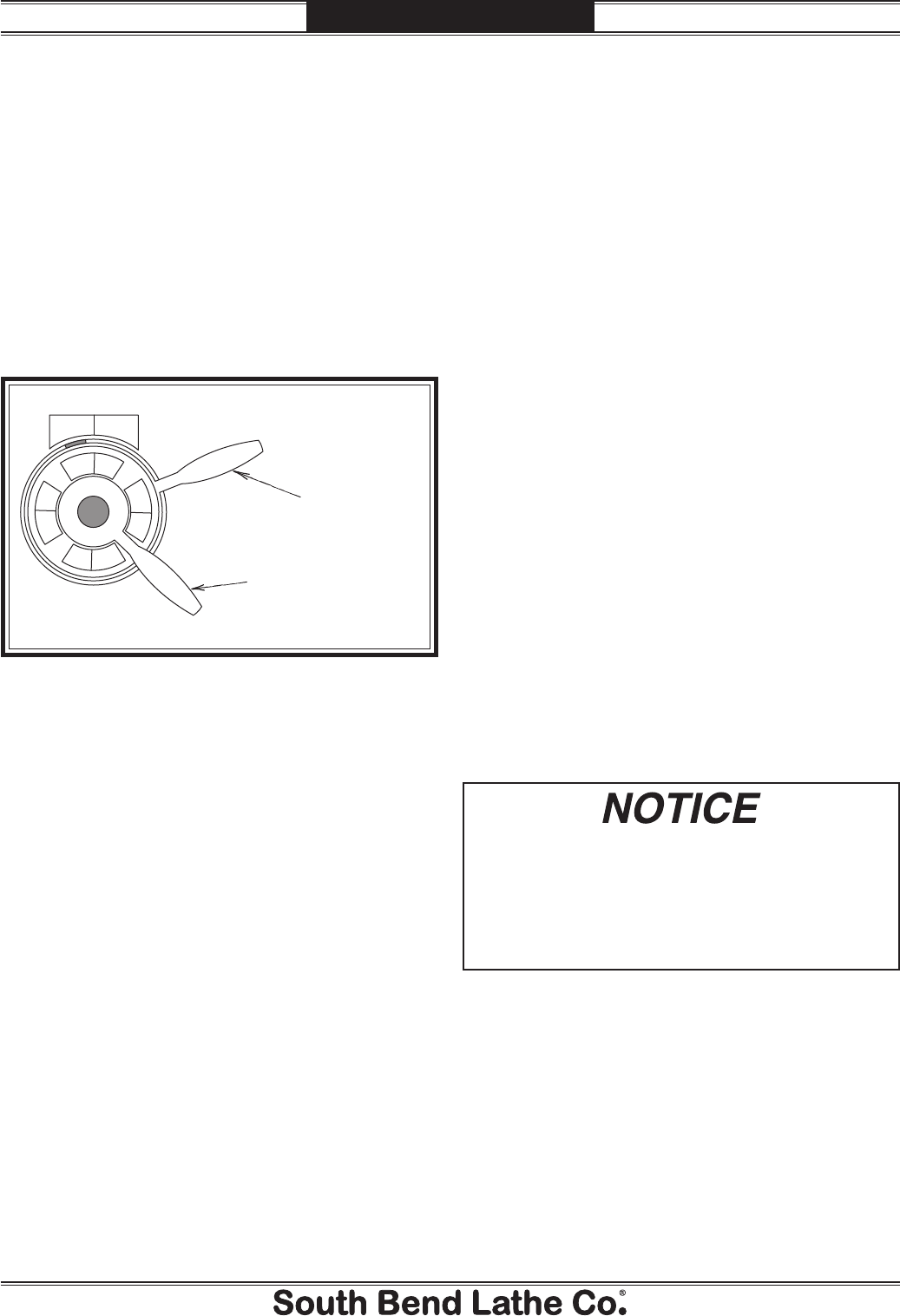
Figure 68. Setting the spindle speed to 2000 RPM.
&
*
*
*
"
$
"
"
"
%
$
"
)
)
$
#
$
)
#
$
&
'
$
"
"
:>
Spindle Range
Lever Set
to HIGH
Spindle Speed
Lever Set to
2000 RPM
3. Move the spindle speed lever so that the
2000 on its hub is also pointing at the H
label.
Note: You will hear a distinctive click when the
spindle speed lever is in the correct position.
The lathe is now set for a spindle speed of 2000
RPM.
Setting Spindle Speed of 2000 RPM
1. Make sure the spindle is completely stopped
and the spindle lever is in the OFF (middle)
position.
2. Move the spindle range lever to the right
so that the arrow on top of its hub points
toward the H (high) label (see the illustrated
in Figure 68).
Note: If necessary, use the chuck key to rock
the spindle back-and-forth to help mesh the
gears as you move the levers.
Both the carriage and cross slide have power feed
capability when the carriage is engaged with the
feed rod. The rate that these components move
(feed rate) is controlled by the headstock and
quick-change gearbox lever positions, and the
end gear configuration.
Feed rate and spindle speed must be considered
together. Keep in mind that the feed rate is
expressed in the amount of travel per revolution
of the spindle. The sources you use to determine
the optimum spindle speed for an operation will
also provide the optimal feed rate to use with
that spindle speed.
Often, the experienced machinist will use the
feeds and speeds given in their reference charts
or web calculators as a starting point, then
make minor adjustments to the feed rate (and
sometimes spindle speed) to achieve the best
results.
The carriage can alternately be driven by the
leadscrew for threading operations. However,
this section only covers the use of the power
feed option for the carriage and cross slide
components for non-threading operations. To
learn how to power the carriage for threading
operations, refer to Threading on Page 56.
Power Feed
Operating the lathe at spindle speeds higher
than 350 RPM when the high (H) gearbox
range is selected could result in gearbox
damage. Always use spindle speeds of
350 RPM or lower when using the high (H)
gearbox range.