


















57 58
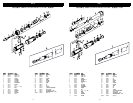
产品配置 / 规格
型号 速度RPM 套爪尺寸
i英寸(mm)
颈部类型 净重
kg(lb.)
长度
mm(i英寸)
*噪音水平
dBA压力(强
力型)
**振动水平
m/s²(ft/s²)
**不确定度
Km/s²
28627 18,000 ¼(6.35) 短 522(1.15) 184(7.25) 86.1(97.7) 2.91(9.56) 0.15
28628 18,000 ¼(6.35) 外伸 690(1.52) 266(10.5) 77.9(89.5) 1.41(4.62) 0.04
28629 25,000 ¼(6.35) 短 405(0.89) 152(6.0) 80.2(91.8) 1.98(6.56) 0.14
28630 25,000 ¼(6.35) 外伸 639(1.40) 247(9.75) 79.4(91.0) 4.51(14.8) 0.12
*标称噪音水平;根据ENISO15744标准执行测定。
**符合EN12096的标称振动水平;根据ENISO8662-13标准执行测定。
重要注意事项:表中所规定的噪音和振动数值均来自实验室测试,符合规定的条款和标准,而且并未完全评估所有情况的风险。实际暴
露数值和个人遭受风险或伤害的程度因情境不同而各异,并且取决于周围的环境,个人工作、加工特定材料、工作站设计的方式,以及
暴露时间和用户的身体状况。如果使用的是标称数值而不是就任何个人风险进行评定的实际暴露数值,那么3M概不负责这些后果。
操作 /养护说
在操作之前
本工具的计划用途是作为一种手持工具进行操作。始终建议:在使用本工具的同时,操作者站在硬地面上、具有抓紧和立稳的牢靠工
位。注意:砂光机可能形成反作用力矩。请参看“安全保护措施”。
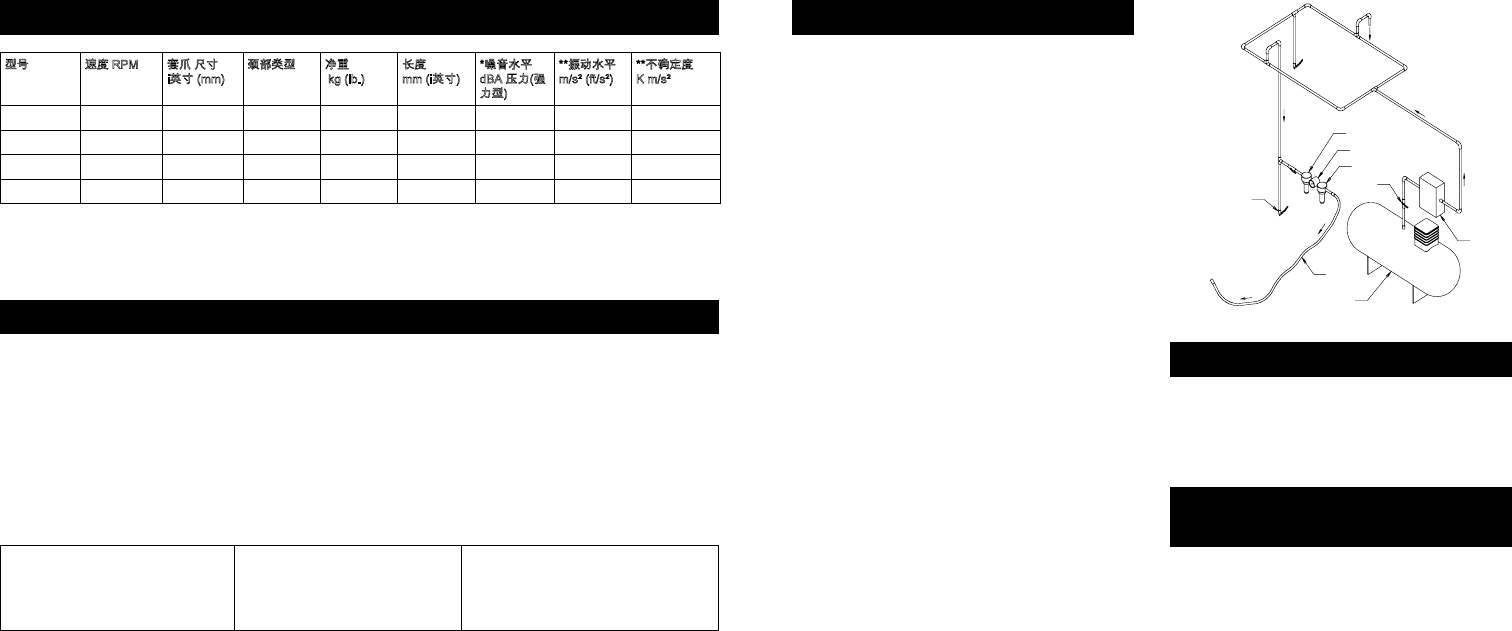
使用的气源要清洁润滑,并且在本工具以控制杆全部压下的状态运转时,在本工具上达到的气压实测值为6.2bar(90psig)。兹建议:使
用批准的管路,其最大长度为10毫米(3/8英寸)x8米(25英尺)。如图1所示,将本工具连接到气源上。与本工具连接的管路必须有容
易接近的闭气阀。强烈建议:请按照图1所示的那样使用空气滤器、调节器和润滑器(FRL),因为这样能够给工具供应正确压力的清洁、
润滑的空气。在任何情况下,只要气源压力超过工具上标称的最大压力值,那么在操作本工具的同时,应当始终使用适当的空气压力调
节器。可以从你的工具经销商处取得这种设备的详细资料。如果这种设备未被使用,应当手动为其施用润滑油。要手动润滑本工具,先
断开气源管路,将2到3滴的适当气动电机润滑油加入本工具软管的末端(入口),例如,3M™AirToolLubricantPN20451、FujiKosan
FK-20或者MobilALMO525。重新将本工具连接到气源上,再缓慢地运转本工具几秒钟,使得空气能够循环润滑油。如果频繁使用该工
具,请每日润滑该工具,或者如果该工具的运转开始缓慢或者无力的话,就要给工具加润滑油。当工具正在运转的时候,建议加在工具
上的压力为6.2bar(90psig),以便不超过最大RPM。本工具可以在较低的压力下运转,但决不应该在高于6.2bar(90psig)的压力下运
转。如果在较低的压力下运转,那么本工具的性能也会降低。
建议输气管
尺寸——最小
建议最大
软管长度
气压
10毫米 3/8英寸 8米 25英尺 最大工作压力
建议最小
6.2巴
NA
90psig
NA
安全注意事项
1. 在使用本工具之前,请阅读所有用法说明。所有操作者都必
须接受全面的使用培训,并知悉这些安全规则。
2. 应当定期检查工具RPM,保证适当的工作速度。
3. 确保本工具已从气源断开。选择适当的研磨材料,并将其固
定到砂碟或者主轴上。注意使研磨材料在砂碟上同心。
4. 在使用本工具时,始终穿戴要求的安全设备。
5. 在装配、调整或者取下研磨材料或者砂碟之前,总是先断开
砂光机的气源。
6. 始终立稳并抓紧,而且知悉砂光机形成的反作用力矩。
7. 只使用3M批准的备件。
8. 始终保证牢靠地固定好要被加工的材料,避免活动。
9. 定期检查软管和管道配件是否有磨损。始终注意:当运送连
接有气源的工具时,不得通过工具的软管将工具提起,以免
起动该工具。
10.粉尘可能高度可燃
11.如果维修或重构工具,要仔细检查,确保不超过工具的最大
RPM,并且工具没有过度振动。
12.不要超过建议的最大气压。根据建议使用安全设备。
13.在安装任何轴装研磨或者砂光或者磨削配件之前,总是先检
查其标称最大工作速度等于或者高于本工具的额定速度。
14.该工具并非电绝缘。在有可能接触到生活用电、燃气管道和/
或水管的地方,都不要使用本工具。
15.本工具并不消除切削操作固有的危害,而且决不要连接有这
种切削产品。
16.务必避免该工具的活动部件缠卷到衣服、领带、头发、清洁
抹布或者松散的悬挂物体。如果缠卷发生的话,立即停止气
源,以避免接触到工具的活动部件。
17.在使用期间,使双手避开旋转的砂碟或者主轴。
18.如果工具出现故障,立即停止使用,并安排维修和修理。
19.在未采取保护措施的情况下,不要使该工具自由转动,以保
护任何人或者物体免受研磨材料或者砂碟破裂带来的损失。
20.如果任何压力中断发生,立即释放起动手柄;不要试图重新
起动,直到压力中断得到纠正为止。
21.当工具不在使用状态时,要储存于清洁、干燥、无碎屑的环
境中。
22.根据当地、州以及联邦法规来回收或者处置本工具。
3M ™小砂轮
3M™刻模机配件被设计用于3M刻模机。本工具都是用特级工
业优质材料制成的,其耐用性和精确的构制都理想地补足了3M
刻模机的性能。欲知特定型号的正确更换砂碟,请参看配置/规
格表。
欲知更多的配件,请参看3MASD配件目录61-5002-8098-9和
61-5002-8097-1。
拆卸与重新安装刀架和主轴
将磨料制品安装到弹簧夹头
1. 断开工具的空气管路。
2. 通过使用工具随附的两个扳钳从套爪夹头*上取下当前固定的
轴配件、柄或者研磨产品。在逆时针转动套爪螺母的同时,
使用扳钳加固套爪体。
3. 在已经从套爪上取下现有的产品之后,检查套爪插件,确保
其没有碎屑、未受到损坏。
4. 将新的轴装配件、柄或者研磨产品完全插入套爪。
5. 用扳钳固定套爪体,并牢靠地拧紧套爪螺母。总是使用正确
尺寸的套爪和配套的柄。
(使用带有¼英寸轴的¼英寸套爪插件,或者带有6毫米轴的
6毫米套爪插件)。插入不当的柄可能会弯曲或者断裂,导致
工具和工件损坏,而且还可能对操作者和旁观者造成人身伤
害。
注意:在上面的步骤期间,确保所有硬件和研磨产品都被同心地
固定到辅助配件上
*在部件页面的图纸上,图1,2和3都包含有套爪。
ଅክ
ီ
ᒯࢹХࢹͮ
ଅ
ᒯࢹХܪ
˙ᤂᄉክଋܿ
ီ
໙٧
ុᓫ
໎٧
ီ
ቆචᣃክ
ቆචԌ᎕֖
᠔චᎨ
᫆Ջٿᡸክ᥊ጆፑ
චึழՓϙன
චึ
ቆච࣯ྋ
٧
图1