



















Wire Feed Arc Welder
10
www.chpower.com
ALUMINUM WELDING
Any aluminum surface to be welded,
must be cleaned thoroughly with a
stainless steel brush to eliminate any
oxidation on the weld and grounding
surface. 100% Argon shielding gas
must be used when welding aluminum.
If 100% Argon is not used, metal
penetration is unlikely. A Teflon
®
wire
liner, smooth-groove drive roller and
aluminum contact tips are
recommended when welding
aluminum. Campbell Hausfeld offers
these parts in Kit WT2532. Call 1-800-
746-5641 to order.
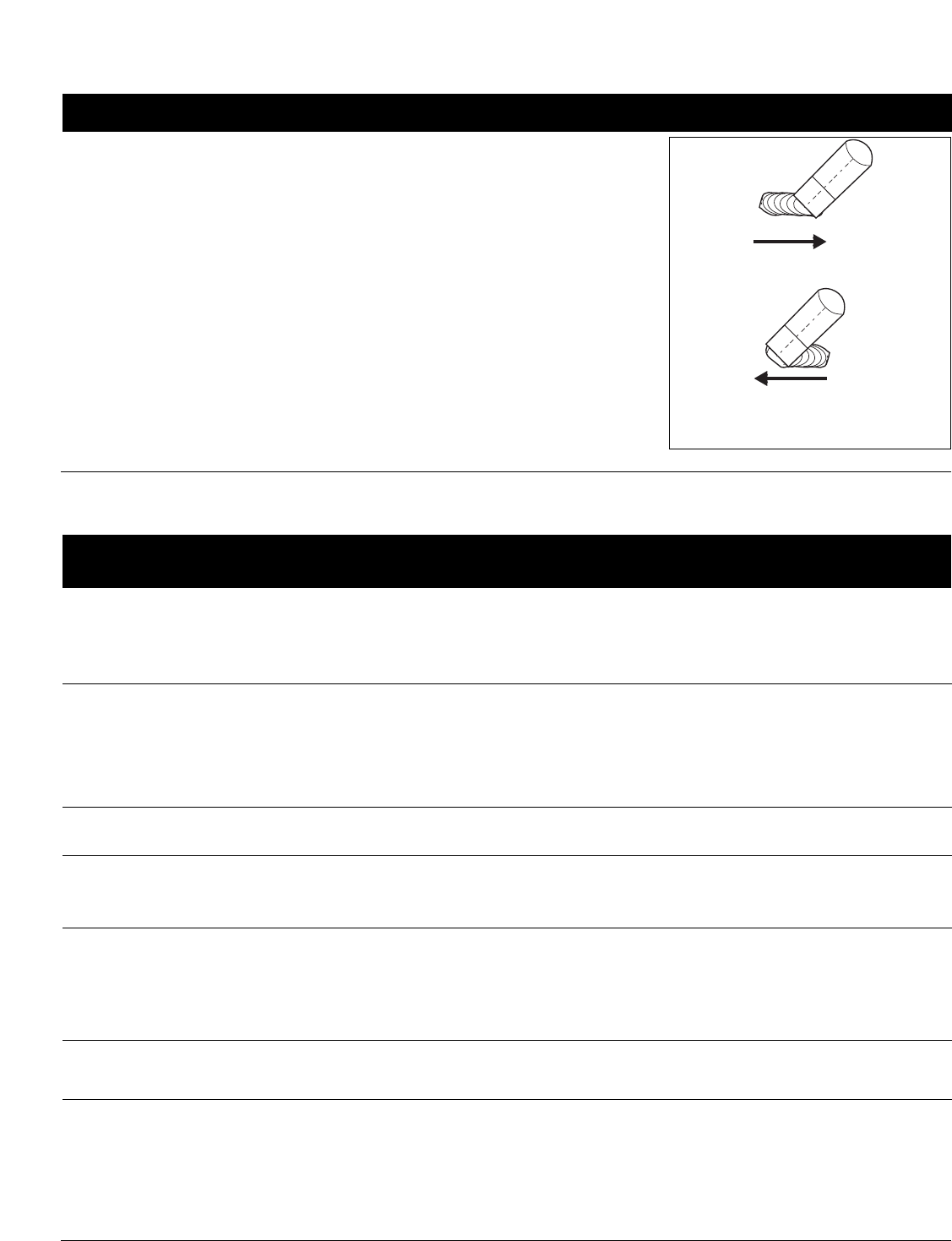
PUSH
PULL
Figure 12
Welding Guidelines (Continued)
PUSH VS PULL TECHNIQUE
The type and thickness of the work piece
dictates which way to point the torch
nozzle. For thin materials (18 gauge and
smaller) and all aluminum, the nozzle
should point out in front of the weld
puddle and push the puddle across the
workpiece. For thicker steel, the nozzle
should point into the puddle to increase
weld penetration. This is called backhand
or pull technique (See Figure 12).
Troubleshooting Chart - Welder
Symptom Possible Cause(s) Corrective Action
For Information About This Product Call 1-800-746-5641
1. Duty cycle exceeded
2. Poor work clamp connection
3. Tripped circuit breaker
4. Blown breaker or fuse
1. Wrong size contact tip
2. Torch liner clogged or
damaged
3. Contact tip clogged or
damaged
4. Drive roller worn
5. Not enough tension
1. Slag inside gun nozzle
2. Insulation ring melted/expired
1. Poor contact
2. Using an extension cord with
excessive length
1. Wire jammed
2. Out of wire
3. Not enough tension
4. Wire liner worn
5. Wire disconnected internally
6. Contact tip clogged
1. Wire speed too slow
2. Travel speed too slow or heat
is too high
1. Wire speed setting
2. Contact tip size too large
3. Polarity set incorrectly
4. Drive roller slipping
5. Gas bottle empty
1. Allow welder to cool until lamp goes out
2. Be sure all connections are secure, and attaching surface
is clean
3. Reset by pushing button on back of unit
4. Reduce circuit load, reset breaker or replace fuse
1. Use proper size contact tip
2. Clean or replace wire liner
3. Clean or replace contact tip
4. Replace
5. Tighten tension knob
1. Clean slag from gun nozzle
2. Replace nozzle
1. Be sure all connections are secure, and attaching surface
is clean
2. Never use an extension cord longer than 20 ft
1. Reload wire
2. Replace wire spool
3. Tighten tension knob if wire is slipping
4. Replace liner
5. Call 1-800-746-5641 for assistance
6. Replace contact tip
1. Run speed in 7 - 10 range
2. Increase the travel speed or reduce heat settings
1. Tune in correct setting (1-5 mild steel; 5-10 aluminum)
2. Replace contact tip
3. Reverse polarity
4. Increase tension
5. Replace gas bottle
No output
Wire tangles at drive roller
Gun nozzle arcs to work
surface
Work clamp and/or cable
gets hot
Wire does not feed
(Aluminum) Wire burns back
into tip or (Aluminum) Metal
bubbles or burns through
Weld pops and sputters