


















Soldadora Por Arco Con Alimentación de Cable
36 Sp
Pautas de Soldadura
Información general
Esta soldadora puede utilizar el proceso
de soldadura con arcos de fundente
revestido (FCAW) o el proceso de
soldadura con arcos de metal gaseoso
(GMAW). La soldadura debe estar
protegida (blindada) de elementos
contaminantes presentes en el aire
mientras se está fundiendo. El proceso
FCAW utiliza un alambre tubular con
material fundente en su interior. El
fundente crea un gas de protección
cuando se funde. El proceso GMAW
utiliza gas inerte para proteger la
soldadura mientras se está fundiendo.
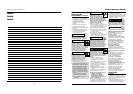
Cuando la corriente es producida por un
transformador (máquina soldadora) y
circula a través del circuito hacia el cable de
soldadura, se forma un arco entre el
extremo del cable de soldadura y la pieza
de trabajo. Este arco funde el cable y la
pieza de trabajo. El metal fundido del
cable de soldadura fluye hacia dentro del
cráter y forma una soldadura con la pieza
de trabajo tal como se muestra (Figura 8).
Principios básicos de la
soldadura por arco
Cinco técnicas básicas afectan la calidad
de la soldadura. Estas son: la selección del
cable, el ajuste del calor, el ángulo de
soldadura, la velocidad del cable y la
velocidad de propagación. Es necesario
entender estas técnicas para lograr
soldaduras eficientes.
AJUSTE DEL CALOR
El calor correcto involucra el ajuste de la
máquina soldadora en la selección
requerida. El calor o el voltaje es
regulado por un interruptor en la
soldadora. El ajuste de calor utilizado
depende del tamaño (diámetro) y tipo de
cable, posición del cable y el espesor de la
pieza de trabajo. Consulte las
especificaciones enumeradas en la
soldadora. Se sugiere que el soldador
que trabaja con chatarra ajuste las
selecciones y compare las soldaduras con
la Figura 10.
TIPO Y TAMAÑO DE CABLE
La selección correcta del tipo de cable
involucra una variedad de factores, tales
como la posición de la soldadura, tipo de
material de la pieza de trabajo, espesor y
estado de la superficie a soldar. La
Sociedad de Soldadura de los Estados
Unidos (AWS) ha establecido algunos
requerimientos para cada tipo de cable.
CABLE DE NÚCLEO FUNDENTE
E – 7 0 T– GS
Se recomienda AWS E71T-GS o E71T-11
para esta soldadora.
CABLE MACIZO
ER – 70 S – 6
Se recomienda ER–70S6 para esta
soldadora.
ÁNGULO DE SOLDADURA
El ángulo de soldadura es el ángulo con el
que se sostiene la boquilla durante el
proceso de soldadura. El uso del ángulo
correcto garantiza la penetración correcta
y la formación de perlas. A medida que
sean necesarias diferentes posiciones de
soldadura y uniones de soldadura, el
ángulo de la boquilla se convierte en un
factor cada vez más importante para
obtener una soldadura satisfactoria. El
ángulo de soldadura involucra dos
posiciones – ángulo de propagación y
ángulo de trabajo. El ángulo de
propagación es el ángulo en la línea de
soldadura y puede variar entre 5° y 45°
desde la vertical, dependiendo de las
condiciones de soldadura.
El ángulo de trabajo es el ángulo desde la
horizontal, medido en ángulos rectos a la
línea de soldadura. Para la mayoría de
aplicaciones, basta con un ángulo de
propagación de 45° y un ángulo de
trabajo de 45°. Para aplicaciones
específicas, consulte el manual de
soldadura por arco.
VELOCIDAD DEL CABLE
La velocidad del cable es controlada por
la perilla en el panel delantero. La
velocidad necesita “sintonizarse” a la
velocidad en que el cable se está
fundiendo en el arco. La sintonización es
una de las funciones más fundamentales
en la soldadura de cable de alimentación.
La sintonización se debe realizar en una
pieza de metal usado del mismo tipo y
espesor de la pieza que va a soldarse.
Comience la soldadura con una mano
“arrastrando” la boquilla de la pistola a
través de la pieza de metal usado
mientras que ajusta la velocidad del cable
con la otra mano. Una velocidad
demasiado baja causará pulverización y el
cable se quemará en la punta de
contacto. Una velocidad demasiado alta
también causará un sonido de
pulverización y el cable hará presión hacia
la placa antes de fundirse. Un leve sonido
de zumbido indicará que la velocidad del
cable se ha sintonizado correctamente.
Repita el procedimiento de sintonización
cada vez que haya un cambio en el ajuste
de calor, diámetro o tipo de cable, o tipo
o espesor del material de la pieza de
trabajo. Para aluminio, la velocidad del
alambre generalmente se establece más
alta (rango de velocidad 7-9)
VELOCIDAD DE PROPAGACIÓN
La velocidad de propagación es la
velocidad con la que se mueve el soplete
a través del área de soldadura. Los
factores, tales como el diámetro y tipo de
cable de soldadura, amperaje, posición y
espesor del material de la pieza de
trabajo, afectan la velocidad de
propagación necesaria para completar
una buena soldadura (ver Figura 10).
ÁNGULO DE PROPAGACIÓN
ÁNGULO DE TRABAJO
5º - 45º
5º - 45º
Figura 9 - Angulo de Soldadura
Fuerza de la soldadura
por 10,000 libras por
pulgada cuadrada
Posiciones de la
soldadura (0 para plano
u horizontal, 1 para
cualquier posición)
Cable de núcleo fundente
Tipo de fundente
Fuerza de la soldadura
por 1,000 libras por
pulgada cuadrada.
Cable macizo
Composición del cable
Desecho
Cable
Fundente
(Sólo sin
gas)
Pieza de
Trabajo
Gas
Protector
Punta de
Contacto
Cráter
Boquilla
Figura 8 - Componentes de la Soldadura
Soldadura
9
Models WG2060 and WG2064
ALUMINUM WELDING
Any aluminum surface to be welded,
must be cleaned thoroughly with a
stainless steel brush to eliminate any
oxidation on the weld and grounding
surface. 100% Argon shielding gas
must be used when welding aluminum.
If 100% Argon is not used, metal
penetration is unlikely. A Teflon
®
wire
liner, smooth-groove drive roller and
aluminum contact tips are
recommended when welding
aluminum. Campbell Hausfeld offers
these parts in Kit WT2531. Call 800-746-
5641 to order.
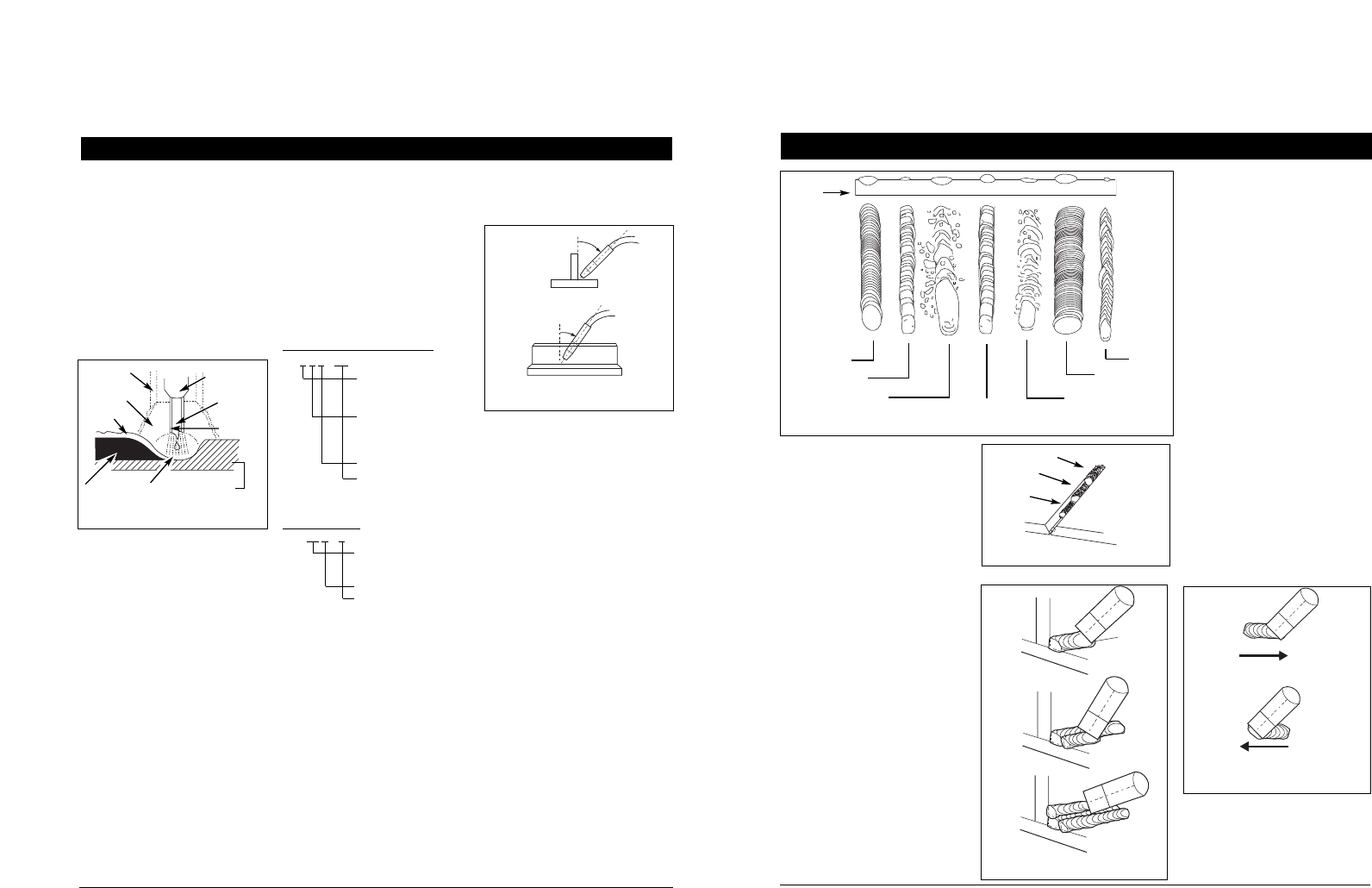
PUSH VS PULL TECHNIQUE
The type and thickness of the work piece
dictates which way to point the gun
nozzle. For thin materials (18 gauge and
up) and all aluminum, the nozzle should
point out in front of the weld puddle
and push the puddle across the
workpiece. For thicker steel, the nozzle
should point into the puddle to increase
weld penetration. This is called backhand
or pull technique (See Figure 13).
Welding Guidelines (Continued)
www.chpower.com
Figure 11 - Weld Passes
Cover
Filler
Root
Figure 12 - Multiple Weld Passes
PUSH
PULL
Figure 13
Normal Heat,
Wire Speed,
Travel Speed
Heat Too Low
Heat Too High
Wire Speed
Too Fast
Wire Speed Too Slow
Travel Speed
Too Slow
Travel Speed
Too Fast
Base
Metal
Figure 10 - Weld Appearance