



















<%*&.B^aa$9g^aa$IVee^c\BVX]^cZ
"&,"
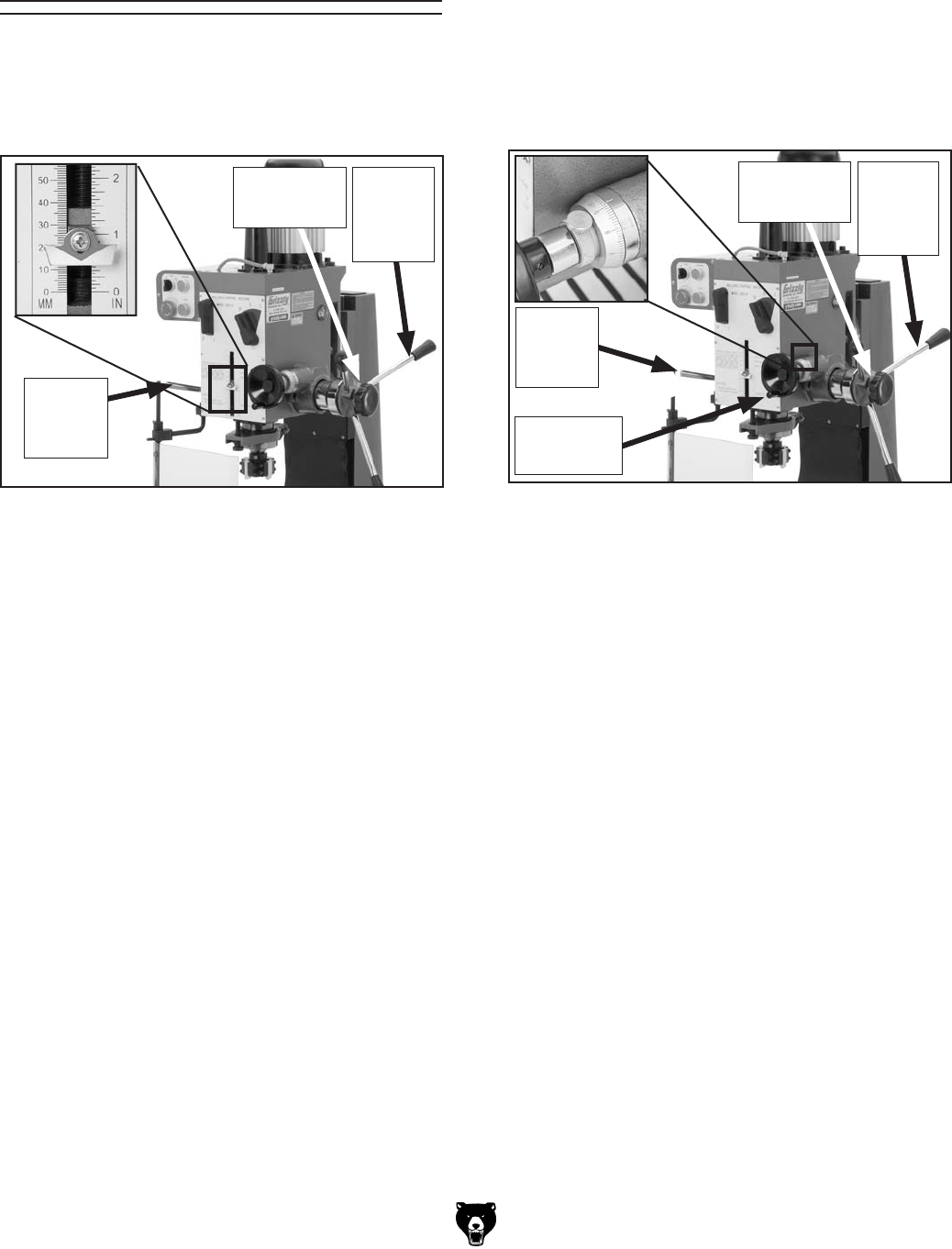
Changing the spindle position using
the fine feed dial
1. JcadX`i]Zhe^cYaZadX`aZkZgVcYi^\]iZci]Z
[^cZ[ZZYadX``cdW#
2. GdiViZ i]Z [^cZ [ZZY `cdW id adlZg dg gV^hZ
i]Zhe^cYaZ^chbVaa^cXgZbZcih#DWhZgkZi]Z
hXVaZ dc i]Z `cdW id bdc^idg bdkZbZci ^c
i]djhVcYi]hd[Vc^cX]Figure 13#
Spindle Height
Controls
Changing spindle position using the
coarse feed levers
1. JcadX`i]Zhe^cYaZadX`aZkZgVcYaddhZci]Z
[^cZ[ZZYadX``cdW#
2. EjaaYdlcdcVcnd[i]ZXdVghZ[ZZYaZkZghid
adlZgdggV^hZi]Zhe^cYaZ#DWhZgkZi]ZhXVaZ
dci]Z]ZVYhidX`[VXZeaViZidbdc^idgbdkZ"
bZci^c^cX]Zhdgb^aa^bZiZgh#I]ZbVm^bjb
gVc\Zd[igVkZa^h)
(
¿)#
3. AdX`i]Zhe^cYaZadX`aZkZgid]daYi]Zhe^cYaZ
^cVeVgi^XjaVgedh^i^dc^[ndjX]ddhZ#
Tip: Milling with the spindle fully extended
can cause tool chatter. For maximum spindle
rigidity when milling, it is better to keep the
spindle retracted into the headstock as far as
possible with the spindle lock lever locked,
and the fine feed lock knob tightened.
Figure 12. He^cYaZXdcigdah#
I]Z he^cYaZ]Z^\]i^h X]Vc\ZY Wn jcadX`^c\ i]Z
he^cYaZ adX` aZkZg VcY jh^c\ i]Z XdVghZ [ZZY
aZkZgh dg i]Z [^cZ [ZZY `cdW Figure 12# I]Z
he^cYaZ]Z^\]ihXVaZ^cY^XViZhi]Zhe^cYaZ]Z^\]i#
He^cYaZ
AdX`
AZkZg
;^cZ;ZZY
AdX`@cdW
8dVghZ
;ZZY
AZkZg
3. AdX`i]Zhe^cYaZadX`aZkZgid]daYi]Zhe^cYaZ
^cVeVgi^XjaVgedh^i^dc^[ndjX]ddhZ#
Tip: Milling with the spindle fully extended
can cause tool chatter. For maximum spindle
rigidity when milling, it is better to keep the
spindle retracted into the headstock as far as
possible with the spindle lock lever locked,
and the fine feed lock knob tightened.
Figure 13. He^cYaZ[^cZ[ZZYXdcigdah#
;^cZ;ZZY
@cdW
;^cZ;ZZY
AdX`@cdW
8dVghZ
;ZZY
AZkZg
He^cYaZ
AdX`
AZkZg