



















BdYZa<%,'%GB[\#H^cXZ&&$&%
"'&"
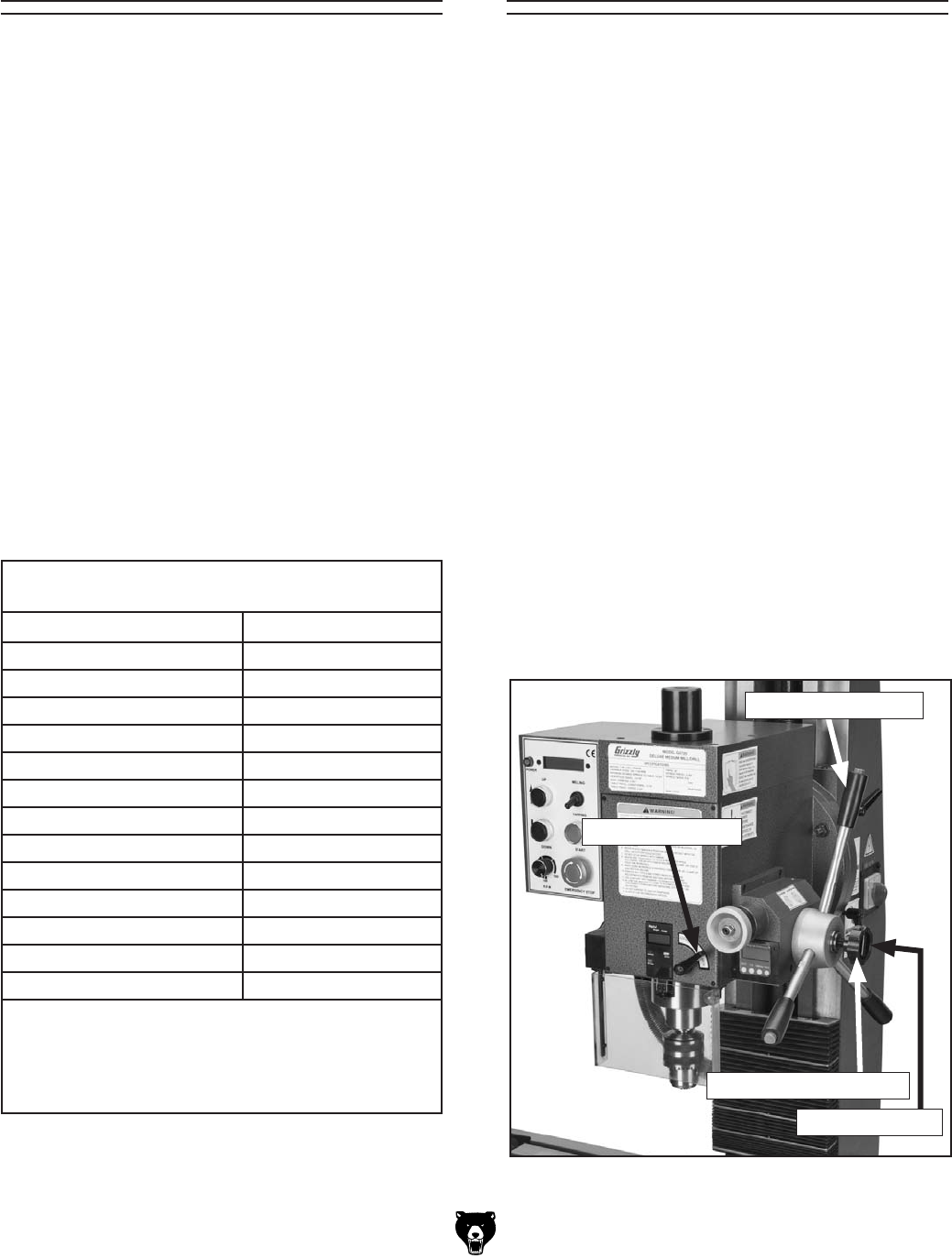
Setting Spindle
Height
Selecting Spindle
RPM
Figure 15. He^cYaZXdcigdah#
He^cYaZ]Z^\]i^hX]Vc\ZY Wn jcadX`^c\i]Zfj^aa
adX`VcYjh^c\i]ZYdlc[ZZY]VcYaZhdgi]Z[^cZ
[ZZY `cdW hZZ Figure 15# I]Z Y^\^iVa ]Z^\]i
\Vj\Z^cY^XViZhi]Zhe^cYaZ]Z^\]i#
To change the spindle position:
1. JcadX`i]Zfj^aaadX`aZkZgVcYaddhZci]Z[^cZ
[ZZYadX``cdW#
Tip: Use the fold-out lever (hZZ Figure 15)
for additional leverage to unlock the fine feed
lock knob if the knob is too tight. Do not use
the fold-out lever to tighten the knob.
2. EjaaYdlcdci]ZYdlc[ZZY]VcYaZhidadlZg
dggV^hZi]Zhe^cYaZ#I^\]iZci]Zfj^aaadX`id
hZXjgZi]Zhe^cYaZ^cVeVgi^XjaVgedh^i^dc^[
YZh^gZY#
Tip:Milling with the quill fully extended can
cause tool chatter. For maximum spindle
rigidity, it is better to keep the spindle retract-
ed into the headstock as far as possible with
the quill lock lever and fine feed lock knob
tightened.
;daY"DjiAZkZg
9dlc[ZZY=VcYaZ
;^cZ;ZZYAdX`@cdW
Fj^aaAdX`AZkZg
8adhZan[daadli]ZegdeZgXjii^c\heZZYVcYegde"
Zg[ZZYidgZYjXZjcYjZhigV^cdcVaabdk^c\eVgih
VcY^cXgZVhZdeZgVidghV[Zin#
Eg^dg id b^aa^c\! YZiZgb^cZ i]Z GEB cZZYZY id
Xji ndjg ldg`e^ZXZ! i]Zc hZi i]Z GEB dc i]Z
bVX]^cZ#
To determine the needed RPM:
1. JhZi]ZiVWaZ^cFigure 14idYZiZgb^cZi]Z
Xjii^c\ heZZY gZfj^gZY [dg ndjg ldg`e^ZXZ
bViZg^Va#
2. BZVhjgZi]ZY^VbZiZgd[ndjgXjii^c\idda^c
^cX]Zh#
3. JhZ i]Z [daadl^c\ [dgbjaV id YZiZgb^cZ i]Z
cZZYZYGEB[dgi]Zb^aa^c\deZgVi^dc/
Cutting Speeds for High Speed Steel (HSS)
Cutting Tools
Ldg`e^ZXZBViZg^Va 8jii^c\HeZZYh[b
6ajb^cjbVaadnh (%%
7gVhh7gdcoZ &*%
8deeZg &%%
8Vhi>gdc!hd[i -%
8Vhi>gdc!]VgY *%
B^aYHiZZa .%
8VhiHiZZa -%
6aadnHiZZa!]VgY )%
IddaHiZZa *%
HiV^caZhhHiZZa +%
I^iVc^jb *%
EaVhi^Xh (%%"-%%
LddY (%%"*%%
Figure 14% 8jii^c\heZZYiVWaZ[dg=HHXjii^c\
iddah#
(Cutting Speed x 4) / Tool Diameter = RPM
Note:
For carbide cutting tools, double the
cutting speed. These values are a guideline
only. Refer to the MACHINERY'S HAND-
BOOK for more detailed information.