



















-35-
G8144Z/G8145Z/G8146Z
Vertical Metal Cutting Bandsaw
9. Rotate the lock levers down to release the
welding clamps, then rotate the clamping
pressure dial to "0".
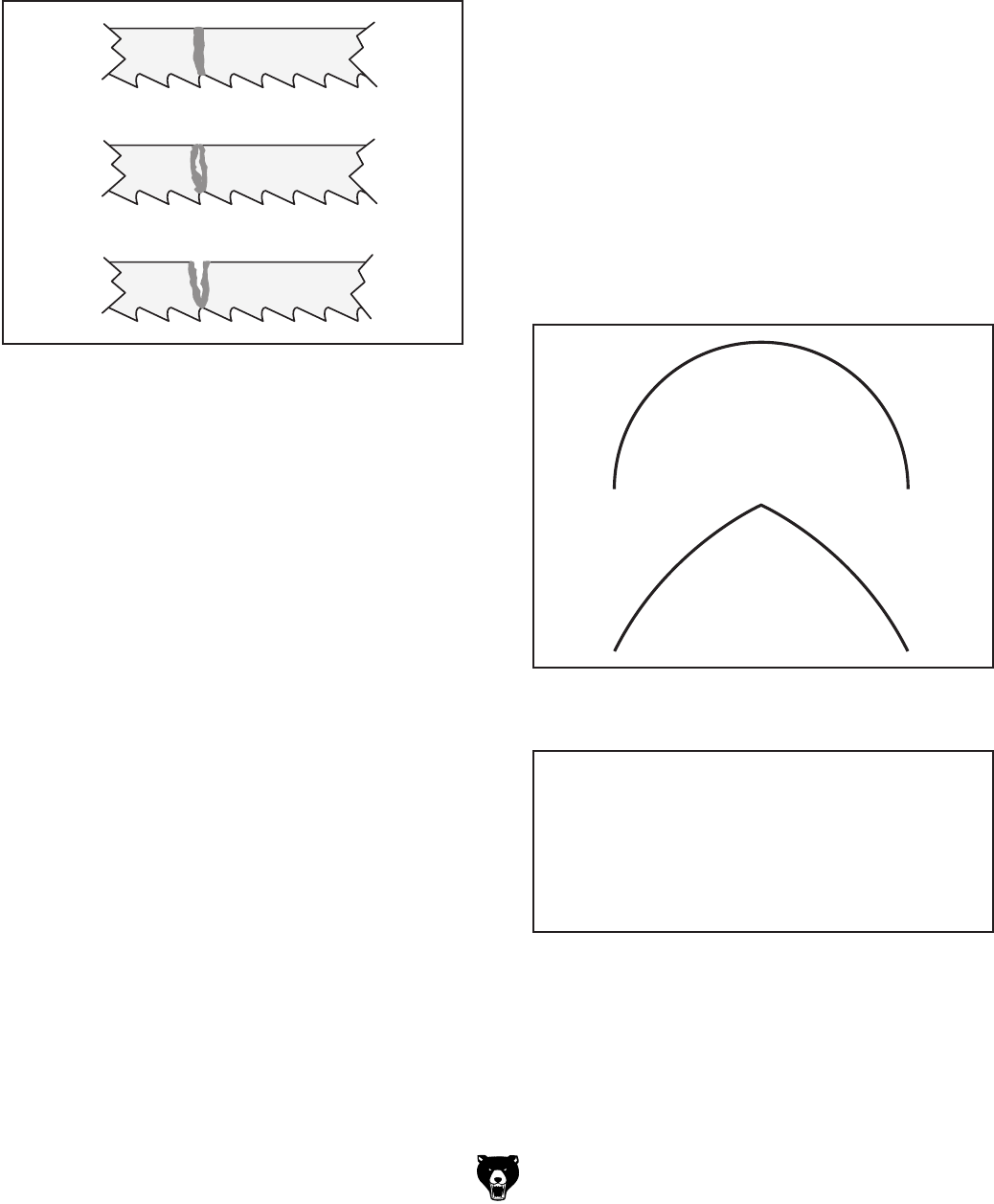
10. Inspect the weld. The welded joint should be
even across the width of the blade with no
gaps (see
Figure 38).
Figure 38. Blade welded joint examples.
— If the weld is satisfactory, continue to
Step
11.
— If the weld is NOT satisfactory, begin again
at Step 2.
11. Set the clamping pressure dial to 4 or greater
to bring the welding clamps close together.
12. Place the blade in the welding clamps with
the weld centered between the clamps and
re-tighten the lock levers.
Note: The welding operation has left the
blade joint brittle. Annealing will allow the
material to cool in gradual manner, giving the
weld strength and flexibility.
13. Rapidly press and release—DO NOT hold—
the annealing button two or three times until
the weld zone turns dull red.
14. Repeat Step 13 three to four more times,
allowing the weld to cool for about 30 sec
-
onds between each repetition.
Figure 39. Correct blade weld bend for strength
and flexibility.
15. Allow the blade to cool, then re-inspect the
weld.
16. Grind away the weld flash flat on the top and
bottom of the joint so that the blade will run
smoothly on the wheels.
Note: Make sure not to grind the teeth or
blade body, or overheat the blade during
grinding—this will weaken the blade.
17. Re-clamp the blade in the welding clamps
with the joint centered, then repeat Step 13
twice more.
18. Test the strength and flexibility of the weld by
bending the blade in an arc similar to that of
the bandsaw wheels. The blade should bend
smoothly without any angles (see
Figure
39).
NOTICE
For good metal-to-metal contact between
the welding clamps and the blade, make
sure the blade material and the clamps are
free from any debris or flash before each
use.