



















OM-925 Page 20
Return To Table Of Contents
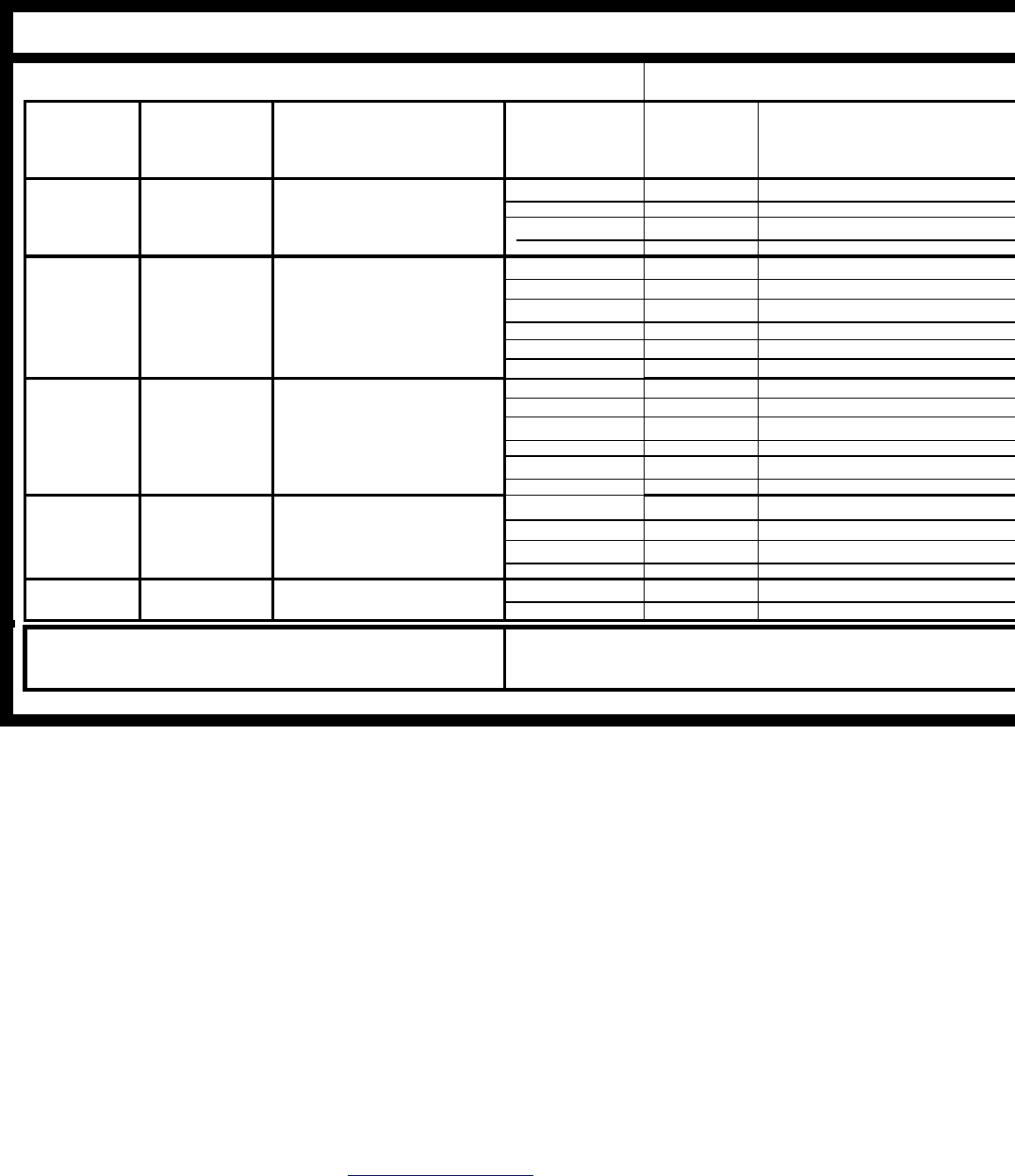
5-2. Weld Parameter Chart For 115 VAC Model
Welding Guide for 115 Volt
Settings are approximate. Adjust as required. Thicker materials can be welded using proper
technique, joint preparation and multiple passes.
Material Wire Type Suggested Diameter
Being and Shielding Gas of Wire 24 ga.
Welded Polarity Setting 20−30 CFH Flow Rate Being Used .024 in.
(0.6 mm)
Flux Cored
No shielding gas required
.030” (0.8 mm) ~
E71T−11
Good for windy or
(DCEN)
outdoor applications.
.035” (0.9 mm) ~
.024” (0.6 mm) 1 / 25
C
25
Gas Mixture
Solid Wire
ER70S−6
2
75% Argon / 25% CO
.030” (0.8 mm) ~
(DCEP)
Produces less spatter.
.035” (0.9 mm) ~
Better appearance.
.024” (0.6 mm) ~
Solid Wire
Steel ER70S−6
100% CO
2
.030” (0.8 mm) ~
(DCEP)
.035” (0.9 mm) ~
Stainless
.024” (0.6 mm) ~
Stainless Steel Tri−Mix
Steel (DCEP)
90% He / 7.5% Ar / 2.5% CO
2
.030” (0.8 mm) ~
Aluminum**
.030” (0.8 mm) ~
(DCEP)
Match feedroll groove to diameter of wire being used.
Set Tension Knob Setting to 3 at start.
Adjust tension per instructions in the manual.
*Multiple passes required. **Aluminum wire is soft so feedability is not as good.
Steel
Steel
100% Argon**
Aluminum
CAUTION! Do not change Voltage
switch position while welding. See
owner’s manual for more information.