



















16
English
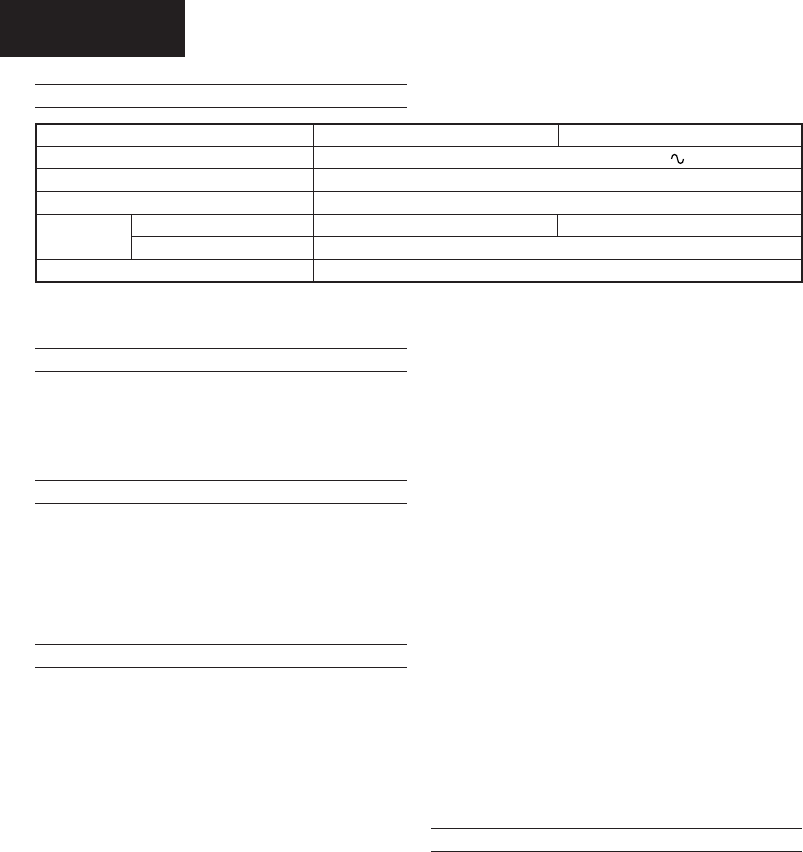
SPECIFICATIONS
Model G12SE G13SE
Voltage (by areas)* (110V, 115V, 220V, 230V, 240V)
Input* 1020W
No-load speed 10000/min
Wheel
Outer dia × inner dia 115 × 22 mm 125 × 22 mm
peripheral speed 4800m/min
Weight (main body only) 1.9 kg
*Be sure to check the nameplate on product as it is subject to change by areas.
STANDARD ACCESSORIES
(1) Depressed center wheel ..........................................1
(2) Wrench........................................................................1
(3) Side Handle ...............................................................1
Standard accessories are subject to change without
notice.
APPLICATIONS
⅜ Removal of casting fin and finishing of various types
of steel, bronze and aluminum materials and castings.
⅜ Grinding of welded sections or sections cut by means
of an acetylene torch.
⅜ Grinding of synthetic resins, slate, brick, marble, etc.
⅜ Cutting of synthetic concrete, stone, brick, marble,
and similar materials.
PRIOR TO OPERATION
1. Power source
Ensure that the power source to be utilized conforms
to the power requirements specified on the product
nameplate.
2. Power switch
Ensure that the power switch is in the OFF position.
If the plug is connected to a power receptacle while
the power switch is in the ON position, the power
tool will start operating immediately, inviting serious
accident.
3. Extension cord
When the work area is removed from the power
source, use an extension cord of sufficient thickness
and rated capacity. The extension cord should be
kept as short as practicable.
4. Fitting and adjusting the wheel guard
The wheel guard is a protective device to prevent
injury should the depressed center wheel be
shattered during operation. Ensure that the wheel
guard is properly fitted and fastened before
commencing grinding operation.
[How to attach and adjusts the wheel guard] (Fig. 2)
⅜ Set the wheel ass’y to the packing gland.
⅜ Tighten M5 screw to secure the wheel guard
while the lever is in closed position.
⅜ Perform the adjustment of the wheel guard while
the lever is released. (Loosen M5 screw and
readjust if the wheel guard does not rotate
smoothly .
⅜ After adjustment, if machine operation is
required, perform the operation only after setting
the lever in closed position.
⅜ Lubricate the sliding section of the set piece (B)
and the lever if the lever does not move
smoothly.
5. Ensure that the depressed center wheel to be utilized
is the correct type and free of cracks or surface
defects. Also ensure that the depressed center wheel
is properly mounted and the wheel nut is securely
tightened. Refer to the section on “ASSEMBLING
AND DISASSEMBLING THE DEPRESSED CENTER
WHEEL”.
6. Conducting a trial run
Before commencing grinding operation, the machine
should be given a trial run in a safe area to ensure
that it is properly assembled and that the depressed
center wheel is free from obvious defects.
Recommended trial run durations are as follows:
After replacing depressed center wheel ……… 3
minutes or more
Prior to starting routine work ……… 1 minute or
more
7. Confirm the spindle lock mechanism.
Confirm that the spindle lock is disengaged by
pushing push button two or three times before
switching the power too on. (See Fig. 1)
8. Fixing the side handle
Screw the side handle into the gear cover.
PRACTICAL GRINDER APPLICATION
1. Pressure:
To prolong the life of the grinder and ensure a first
class finish, it is important that the grinder should
not be overloaded by applying too much pressure.
In most applications, the weight of the grinder alone
is sufficient for effective grinding.
Too much pressure will result in reduced rotation
speed, inferior surface finish, and overloading which
could reduce the lift of the grinder.
2. Grinding angle
Do not apply the entire surface of the depressed
center wheel to the material to be ground. As shown
in Fig. 3, the grinder should be held at an angle
of 15°–30° so that the external edge of the grinding
wheel contacts the workpiece at an optimum angle.
3. To prevent a new grinding wheel from digging into
the workpiece, initial grinding should be performed