



















13
7. Pull the operating lever to bring down the
blade into the work piece. You will manually
control the speed of the downstroke.
8. When the cut is complete, release the trigger
and raise the head. The spring will help return
the head to upward position.
9. Release the vise using the handwheel, and
remove the work piece.
NOTE: When operations are complete, always
return the head to upward position to relieve stress
on the return spring.
13.0 Maintenance
13.1 Maintenance requirements
All maintenance and cleaning
procedures must be performed with the power
switched OFF. Failure to comply may result in
serious injury!
On completion of maintenance, ensure that
replaced parts and/or any tools used have been
removed from the machine before starting it up.
13.2 Periodic maintenance
Remove all swarf from the machine,
preferably with a cloth.
Remove chips from the coolant tank and
change coolant regularly.
Top off the coolant level.
Check the wear of the blade and change if
necessary (see Blade Replacement).
Empty the chips out of the base.
Clean the vise and lubricate all the joints
and sliding surfaces, using good quality oil.
Attend to daily, weekly and annual
lubrication recommendations (see the
Lubrication section).
13.3 Coolant system
Check coolant level in the tank periodically and top
off if necessary. Coolant can also be added by
pouring directly on the table, which will drain into
the tank through the filter plate.
This coolant system can operate with either a
soluble oil base coolant or water-soluble synthetic
coolant. Coolant should be changed regularly.
Some recommended brands are DoAll and Lenox.
These coolants are available at your local industrial
distributor.
Periodically remove excess chips from the coolant
tank, and clean the filter on the coolant pump.
13.4 Lubrication
For long life and trouble free operation, it is
essential that this machine is kept well lubricated.
The vise and leadscrew should be oiled daily. Pivot
joints and bearings should be greased weekly.
Check the gearbox oil level weekly, full level is top
of sight glass with head in full up position.
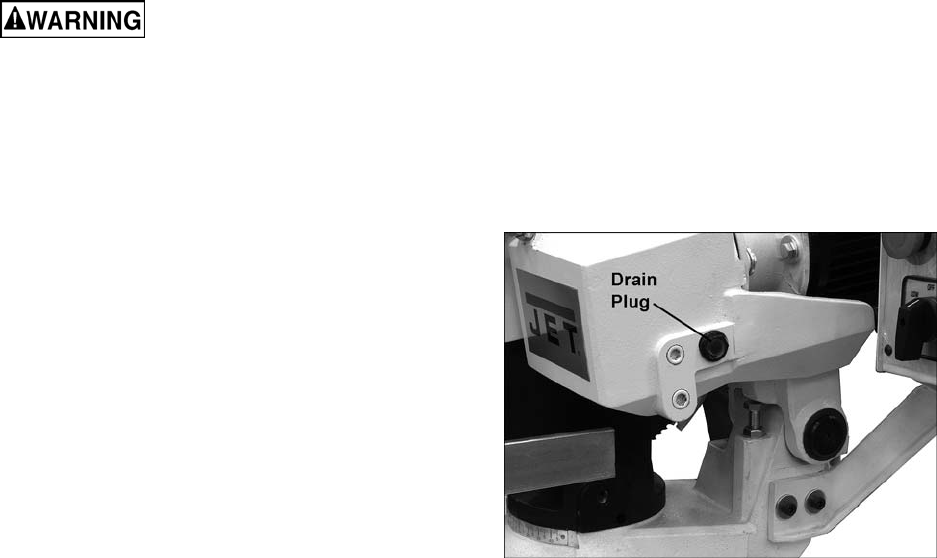
The gearbox oil should be changed out after the
first 100 hours of operation, then after every 2,000
working hours. Drain the gearbox by unscrewing
the plug on the side of the head (Figure 14). To re-
fill the head, remove the operating lever and pour
oil into the hole. The plug also serves as the oil
level sight glass. Full level is top of sight glass with
head in full up position.
Follow local regulations for proper disposal of used
lubricants.
Recommended Lubricants:
Gearbox
Use Texaco Meropa® 460 or equivalent.
Grease fittings
Texaco Starplex® 2 or equivalent
Vise and Leadscrew
Regal® R & O 68
Figure 14
14.0 Blade selection
When using the cold saw, it is important to select
the correct type of blade for the material to be cut.
This section explains the limitations and specific
applications of the different types of blades.
14.1 General characteristics
Fine Tooth Pitch – used for thin wall materials such
as sheet steel, tubes and profiles.
Coarse Tooth Pitch – used for large cross-sections,
and for soft materials (aluminum alloys and soft
alloys in general).