



















27
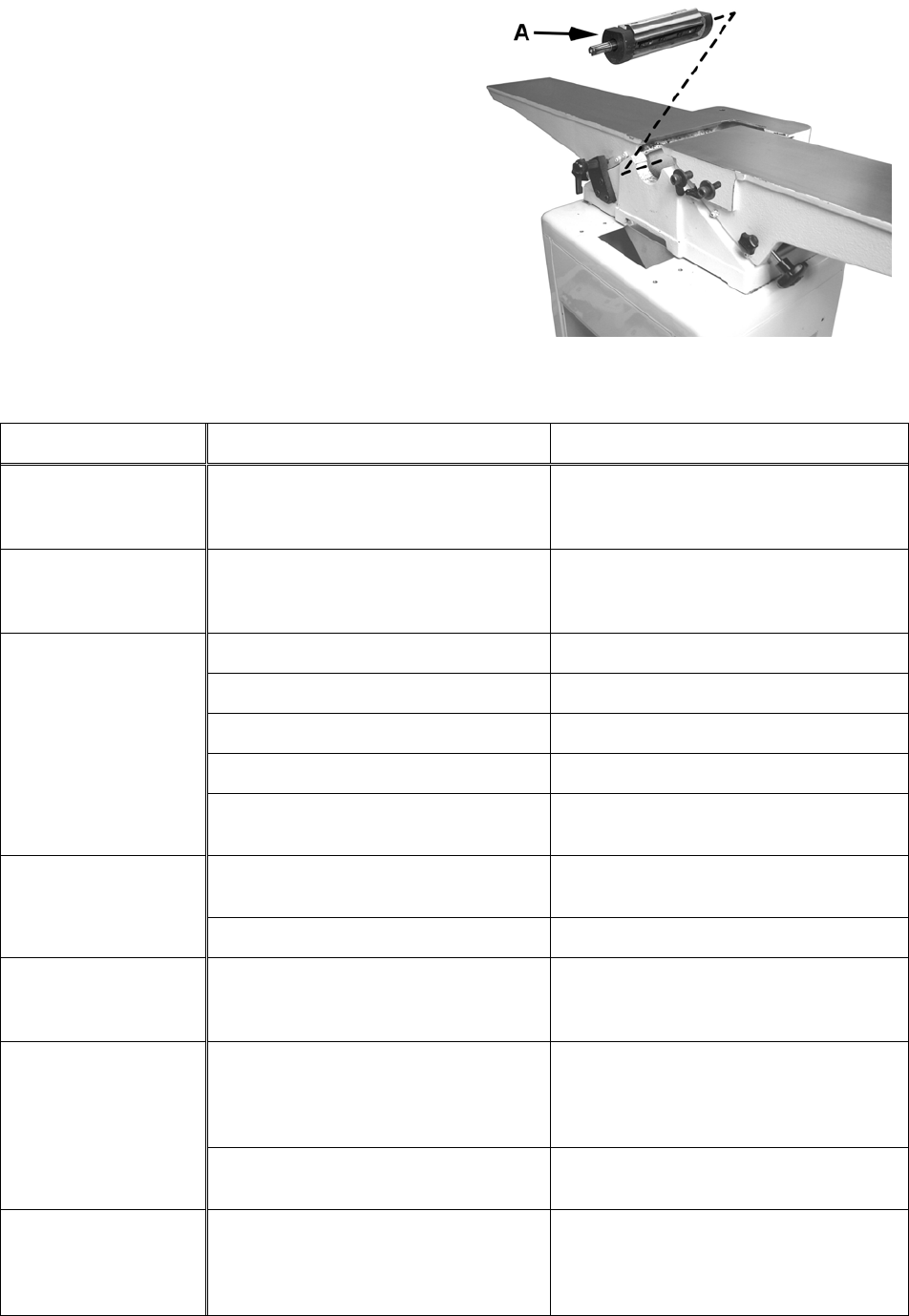
13. To re-install the cutterhead, reverse the above
steps.
Note: Make sure that the fence base casting is
level with the Outfeed table when securing.
Lubrication
Use a good grade of light grease on the steel
adjusting screws located in the raising and
lowering mechanisms of the work tables.
Occasionally, apply a few drops of light
machine oil to the infeed/outfeed gibs. This
permits the tables to slide freely.
The cutterhead ball bearings are lifetime lubricated
and need no further care.
Figure 45
Troubleshooting Operating Problems
Trouble Probable Cause Remedy
Finished stock is
concave on back
end.
Knife is higher than outfeed table.
Raise outfeed table until it aligns with
tip of knife. See Outfeed Table
Adjustment.
Finished stock is
concave on front end.
Outfeed table is higher than knife.
Lower outfeed table until it aligns with
tip of knife. See Outfeed Table
Adjustment.
Cutting against the grain. Cut with the grain whenever possible.
Dull knives. Sharpen or replace knives.
Feeding workpiece too fast. Use slower rate of feed.
Cutting too deeply. Make shallower cuts.
Chip out.
Knots, imperfections in wood.
Inspect wood closely for imperfections;
use different stock if necessary.
Wood has high moisture content.
Allow wood to dry or use different
stock.
Fuzzy grain.
Dull knives. Sharpen or replace knives/inserts.
Cutterhead slows
while operating.
Feeding workpiece too quickly, or
applying too much pressure to
workpiece.
Feed more slowly, or apply less
pressure to workpiece.
Knives incorrectly set.
Set knives properly as described in the
Setting Cutterhead Knives section.
Check that knife slots are clean and
free of dust or debris.
“Chatter” marks on
workpiece.
Feeding workpiece too fast.
Feed workpiece slowly and
consistently.
Uneven knife marks
on workpiece.
Knives are nicked, or out of
alignment.
Align knives per the Setting Cutterhead
Knives section. Replace nicked knives
or correct for small nicks – see Setting
Knives for Rabbeting and Nicks.