
















4/29/03
Manual V-16, V-24, VH-24, V-40 & VH-40 24 – Section I
If incoming voltage is high reverse this procedure.
If incoming voltage is low, the welder transformer has taps that can be set to a 10% increase or
decrease. SHOCK HAZARD! ONLY A QUALIFIED ELECTRICIAN SHOULD ATTEMPT THIS.
ALWAYS CONTACT DAKE BEFORE REMOVING THE WELDER.
If the welder does not shut off, after the welding cycle, or will not start the welding cycle, a limit switch
adjustment is needed.
THE WELDER MUST BE REMOVED FOR THIS ADJUSTMENT. SHOCK HAZARD! ALWAYS
CONTACT DAKE BEFORE REMOVING THE WELDER OF MAKING INTERNAL ADJUSTMENTS. A
QUALIFIED ELECTRICIAN MUST DO THESE ADJUSTMENT.
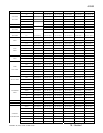
MACHINE MAINTENANCE
The maintenance of the machine is naturally based on the usage rather than a time element.
The following is a recommendation based-on-average usage, and adjustment to the frequency
can be made on an individual basis. See below graphic for locations.
• Chip Pan - clean - as required.
• Band wheel tires - remove embedded chips -
weekly.
• Blade guide assemblies - clean - weekly.
• Gear box - drain and refill - yearly
• Monitor Hydraulic Reservoir.
• Drain water from water trap on air regulator
weekly.
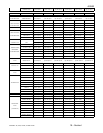
Note: If raising the guide post more than half way up
from the table, and guide post cranks up hard, the
upper blade guard must be removed. See figure A&B
Blade will still be contained in the upper position.
USE OF STANDARD AND OPTIONAL
ACCESSORIES
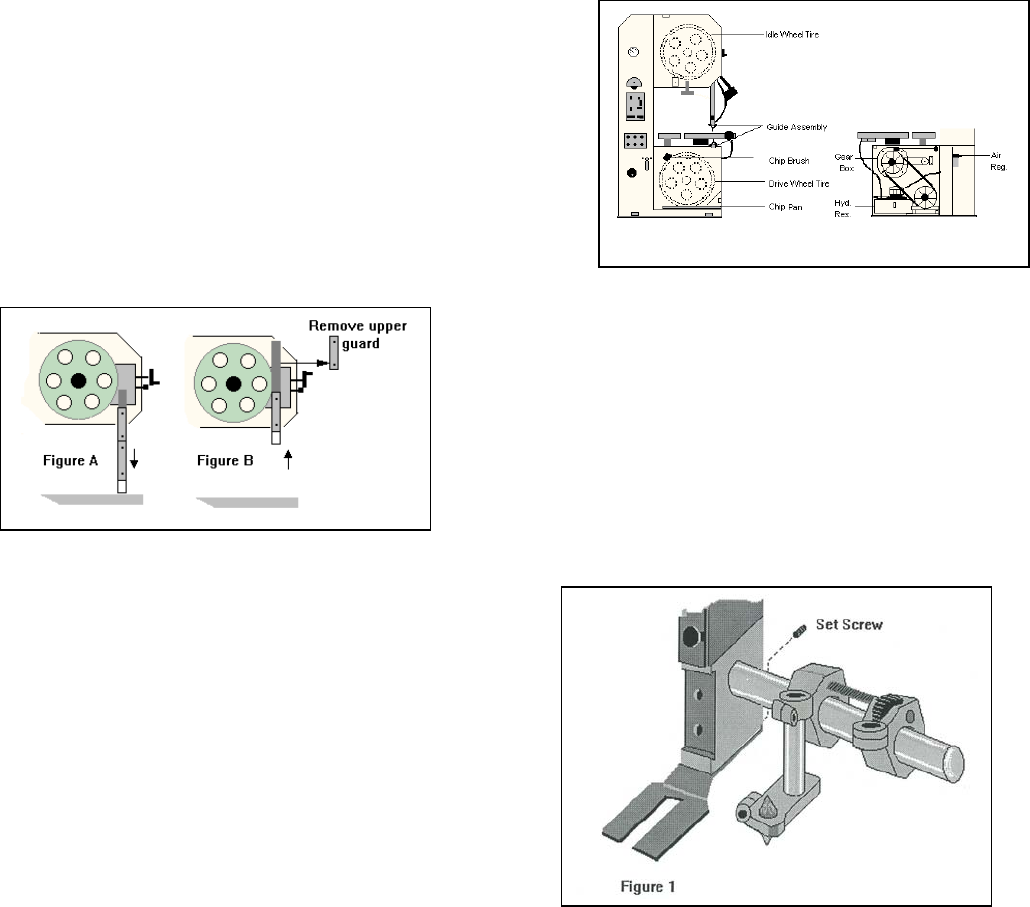
CIRCLE CUTTING (OPTIONAL) (figure 1)
(Assembly part number 714801)
The device is used for cutting out perfectly round
objects. Insert the round bar into the corresponding
hole in the guide post, secure with set screw.
Gross radius changes are made moving the cast
assemblies on the round bar, fine adjustments are
done with the thumb wheel.