
















4/29/03
Manual V-16, V-24, VH-24, V-40 & VH-40 16 – Section I
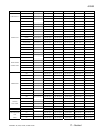
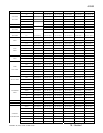
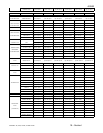
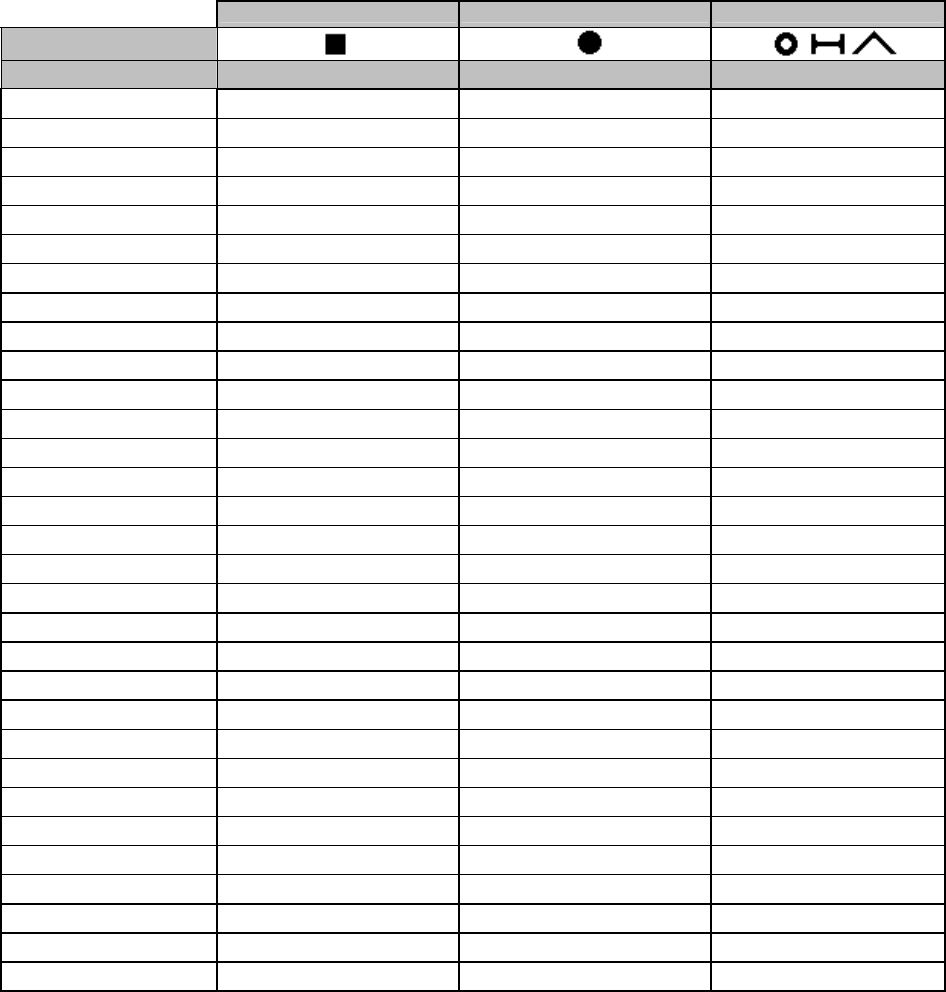
SAW BLADE SELECTION
MATERIAL SHAPE MATERIAL SHAPE MATERIAL SHAPE
MATERIAL IN
INCHES TOOTH SELECTION TOOTH SELECTION TOOTH SELECTION
0 14 / 18 14 / 18 14 / 18
.1 14 / 18 14 / 18 14 / 18
.2 14 / 18 14 / 18 14 / 18
.3 10 / 14 14 / 18 10 / 14
.4 8 / 12 10 / 14 8 / 12
.5 8 / 12 8 / 12 6 / 10
.6 6 / 10 8 / 12 5 / 8
.7 6 / 10 6 / 10 5 / 8
.8 5 / 8 6 / 10 5 / 8
.9 5 / 8 5 / 8 5 / 8
1 5 / 8 5 / 8 4 / 6
1 1/4 4 / 6 5 / 8 4 / 6
1 1/2 4 / 6 4 / 6 4 / 6
1 3/4 4 / 6 4 / 6 4 / 6
2 4 / 6 4 / 6 3 / 4
2 1/4 4 / 6 4 / 6 3 / 4
2 1/2 3 / 4 4 / 6 3 / 4
2 3/4 3 / 4 4 / 6 3 / 4
3 3 / 4 3 / 4 3 / 4
3 1/4 3 / 4 3 / 4 3 / 4
3 1/2 3 / 4 3 / 4 3 / 4
3 3/4 3 / 4 3 / 4 2 / 3
4 3 / 4 3 / 4 2 / 3
5 2 / 3 3 / 4 2 / 3
6 2 / 3 3 / 4 2 / 3
7 2 / 3 2 / 3 1.4 / 2.5
8 1.4 / 2.5 2 / 3 1.4 / 2.5
9 1.4 / 2.5 2 / 3 1.4 / 2.5
10 1.4 / 2.5 1.4 / 2.5 1.4 / 2.5
11 1.4 / 2.5 1.4 / 2.5 1.4 / 2.5
12 1.4 / 2.5 1.4 / 2.5 1.4 / 2.5
SPEEDS AND FEEDS
As important as proper blade selection, is proper feeds and speeds for the different materials to be cut.
It is impossible to determine absolute rates for each material and machine, below is a chart that will
give you staring points for most applications; keeping in mind these are only approximations.
The left hand column, labeled Material tells you the family, the column Alloy lists the types that are
within that family of material. The top six columns give material dimensions. Below these column are
listed the recommended FPM and SIPM for that material type. Example: Carbon steel with a alloy make
up classified as 1030, with a diameter of 4” will be cut at 329 FPM and SIPM of 14, shown as fpm 329
sipm 14.