







CAST IRON / ALUMINUM
ADVANTAGE
LINCOLN
GUIDELINES FOR
WELDING CAST
IRON
SOFTWELD
®
55 Ni (ENiFe-CI)
A versatile, all-purpose electrode for
repairing and reclaiming gray cast iron.
It is recommended for repairing heavy
sections and phosphorous bearing
castings. Welds made with this
electrode are strong and ductile.
Multi-pass welds are typically
machinable. Operational
characteristics are excellent.
SOFTWELD
®
99 Ni (ENi-CI)
A high nickel electrode specifically
recommended for applications where
machinability is important. Even
single pass welds are machinable.
It is recommended for surfacing
applications and repairing small
casting defects when the deposit
will require machining.
FERROWELD
®
(ESt)
A low cost steel electrode for repairing
cast iron. It is recommended for
repairing pits and small cracks in
castings. The deposits are not
machinable but may be finished
by grinding.
ALUMINWELD
®
43 (E4043)
An extruded electrode for both
metallic arc and carbon arc welding
aluminum plate. The dense high
strength welds can be polished
leaving practically no discoloration.
The molten flux retards oxidation and
dissolves excess aluminum oxide to
produce high quality deposits.
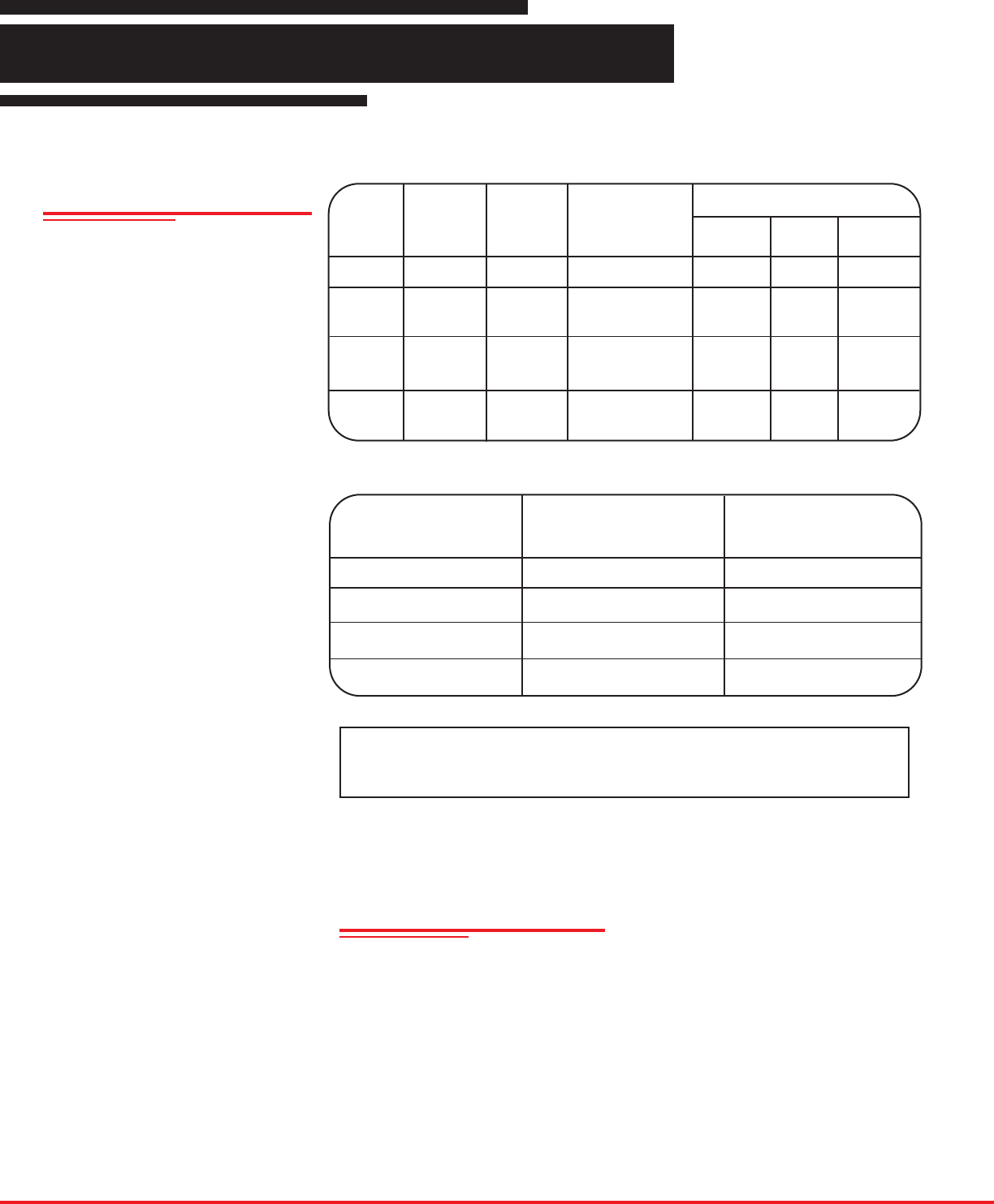
Electrode
Coating
Color
Marking
Printed on
Coating
Electrode Polar-
ity
Sizes and Current Ranges
(Amps)
3/32” Size
(2.5mm)
1/8” Size
(3.2mm)
5/32” Size
(4.0mm)
Ferroweld
Softweld
55 Ni
Softweld
99 Ni
Aluminweld
43
Black
Black
Black
White
St
NiFe-CI
Ni-CI
None
--
40-65
50-65
50-80
50-80
---
80-120
70-95
80-95
80-110
85-120
85-135
---
100-135
110-135
100-140
110-150
110-165
DC(+); AC
DC(+)
AC
DC(+)
AC
DC(+)
ELECTRODE IDENTIFICATION AND OPERATING DATA
ELECTRODE CONFORMANCES, APPROVALS & TYPICAL PROPERTIES
Electrode
Conforms to Test Re-
quirements of AWS
Specifications
Class
Ferroweld
Softweld 55 Ni
Softweld 99 Ni
Aluminweld 43
A5.15
A5.15
A5.15
A5.3
ESt
ENiFe-CI
ENi-CI
E4043
The serviceability of a product or structure utilizing this type of information is and must be the sole respon-
sibility of the builder/user. Many variables beyond the control of The Lincoln Electric Company affect the
results obtained in applying this type of information. These variables include, but are not limited to, weld-
ing procedure, plate chemistry and temperature, weldment design, fabrication methods and service re-
quirements.
The majority of cast iron parts are
gray cast iron. These guidelines
are limited to welding this material.
Because of its hard and brittle
structure, welding white cast iron is
generally impractical. Malleable,
nodular, and other heat treated types
of cast iron usually require heat treat-
ing after welding to restore the
strength and ductility requirements to
the part. Although they can be
welded, the special procedures and
heat treating required makes repair
welding these materials expensive.
How to Locate Cracks - A simple
but effective way of locating surface
cracks is to use commercial dye
penetrant methods. As an alternate,
you can swab the damaged area with
a kerosene soaked rag to remove
grease and dust. Immediately chalk
over the area with common