



















D1.8 Seismic Supplement Welding Manual
www.lincolnelectric.com
23
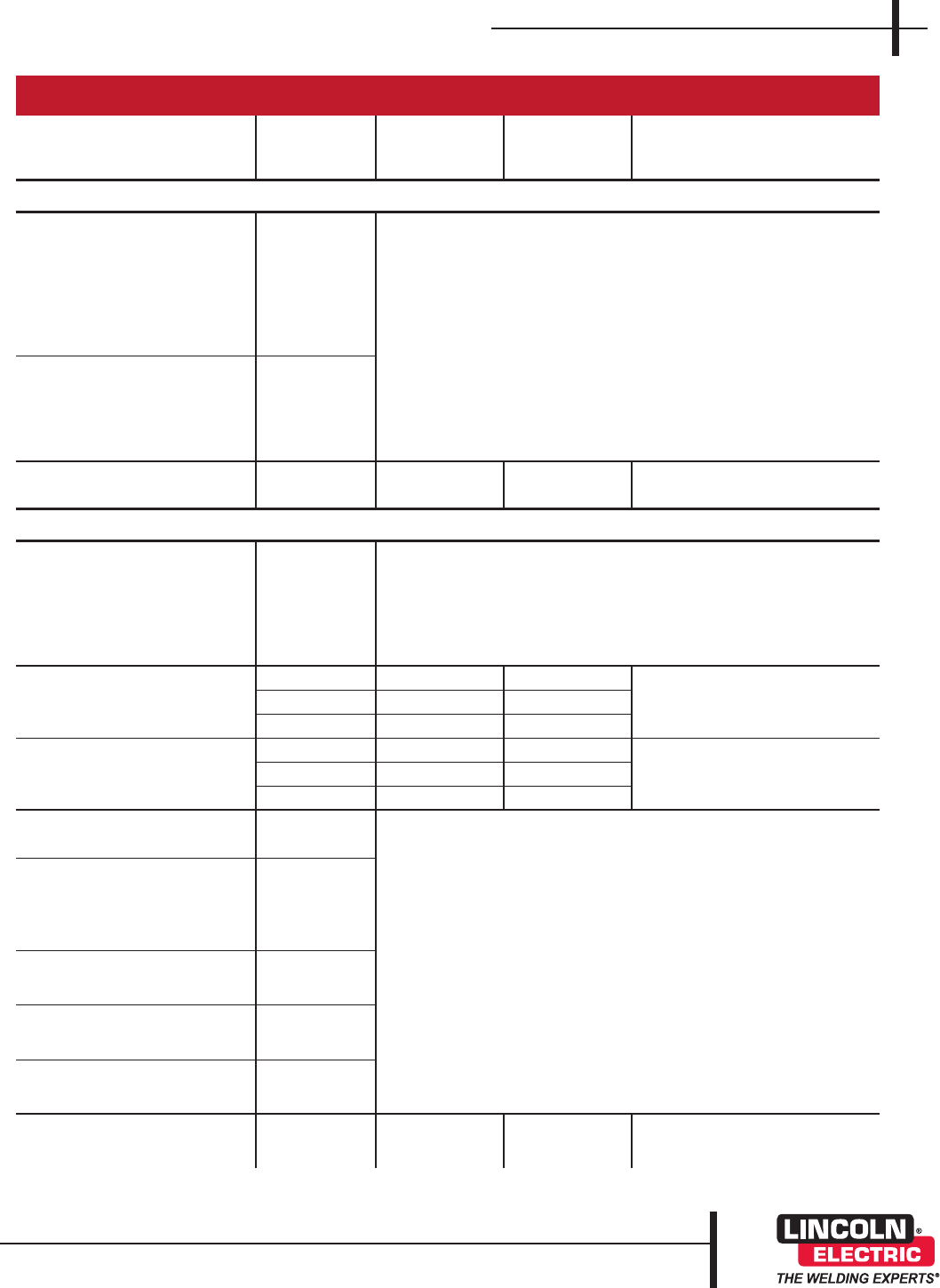
TABLE 3: HEAT INPUT LIMITS FOR DEMAND CRITICAL WELDS (cont’d)
Product Name
Diameters
Available (in)
High Heat Input
mm(in.) avg.
Low Heat Input
mm (in.) avg.
Exposure Time @
80°F / 80% Relative Humidity
Filler Metal with 70 ksi Minimum Tensile Strength Requirement per AWS
SuperArc
®
L-56
AWS ER70S-6
0.025
0.030
0.035
0.040
0.045
0.052
1/16
No heat input testing required
SuperArc
®
L-59
AWS ER70S-6
0.035
0.040
0.045
0.052
1/16
Lincolnweld
®
960/L-61
AWS F7A2-EM12K
1/8 65 32
—
Filler Metal with 80 ksi Minimum Tensile Strength Requirement per AWS
Excalibur
®
8018-C3
AWS 8018-C3 MR
3/32
1/8
5/32
3/16
7/32
1/4
No heat input testing required
UltraCore
®
81Ni1A75-H
AWS E81T1-Ni1M-H4
0.045 80 30
16 Weeks
0.052 78 30
1/16 74 30
UltraCore
®
81Ni1C-H
AWS E81T1-Ni1C-H4
0.045 74 31
16 Weeks
0.052 80 30
1/16 78 29
SuperArc
®
LA-75
AWS ER80S-Ni1
0.035
0.045
No heat input testing required
SuperArc
®
LA-90
AWS ER80S-D2, ER90S-D2
0.035
0.045
0.052
1/16
Pipeliner
®
70S-G
AWS ER70S-G
0.045
Pipeliner
®
80S-G
AWS ER80S-G
0.045
Pipeliner
®
80Ni1
AWS ER80S-G
0.040
0.047
Lincolnweld
®
960/LA-85
AWS F8A2-ENi5-G
1/8 65 32
—