


















B-5
OPERATION
B-5
LN-25™ IRONWORKER
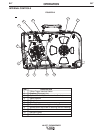
Wire Feed Speed Units
To change the wire feed speed units:
Rotate the WFS knob to
the left to use
“inches/minute” for the
wire feed speed units.
Rotate the WFS knob to
the right to use
“meters/minute” for the
wire feed speed units.
Then rotate the WFS knob
to the 12 oʼclock position.
Press the set-up button again to enter the Run-In
menu.
RUN-IN
“Run-in” refers to the wire feed speed during the time
from when the trigger is pulled to when an arc is
struck.
When Run-in is “ON”, the wire feed speed is reduced
until an arc is struck. Factory setting is Run-In “OFF”.
Model Run-in Wire Feed Speed
Extra Torque Models 25 in/min
Standard Speed Models 50 in/min
When Run-in is “OFF”, the wire feed speed is the
same as the welding wire feed speed. Turn Run-In
“OFF” for fast, crisp starts, especially when running
with .035 or .045 (0.9 or 1.2mm) solid steel wires at
high wire feed speeds.
U
S
V
A
OO
OOWFS
LN™-25 IRONWORKER
U
o
r
E
V
A
OO
OOWFS
LN™-25 IRONWORKER
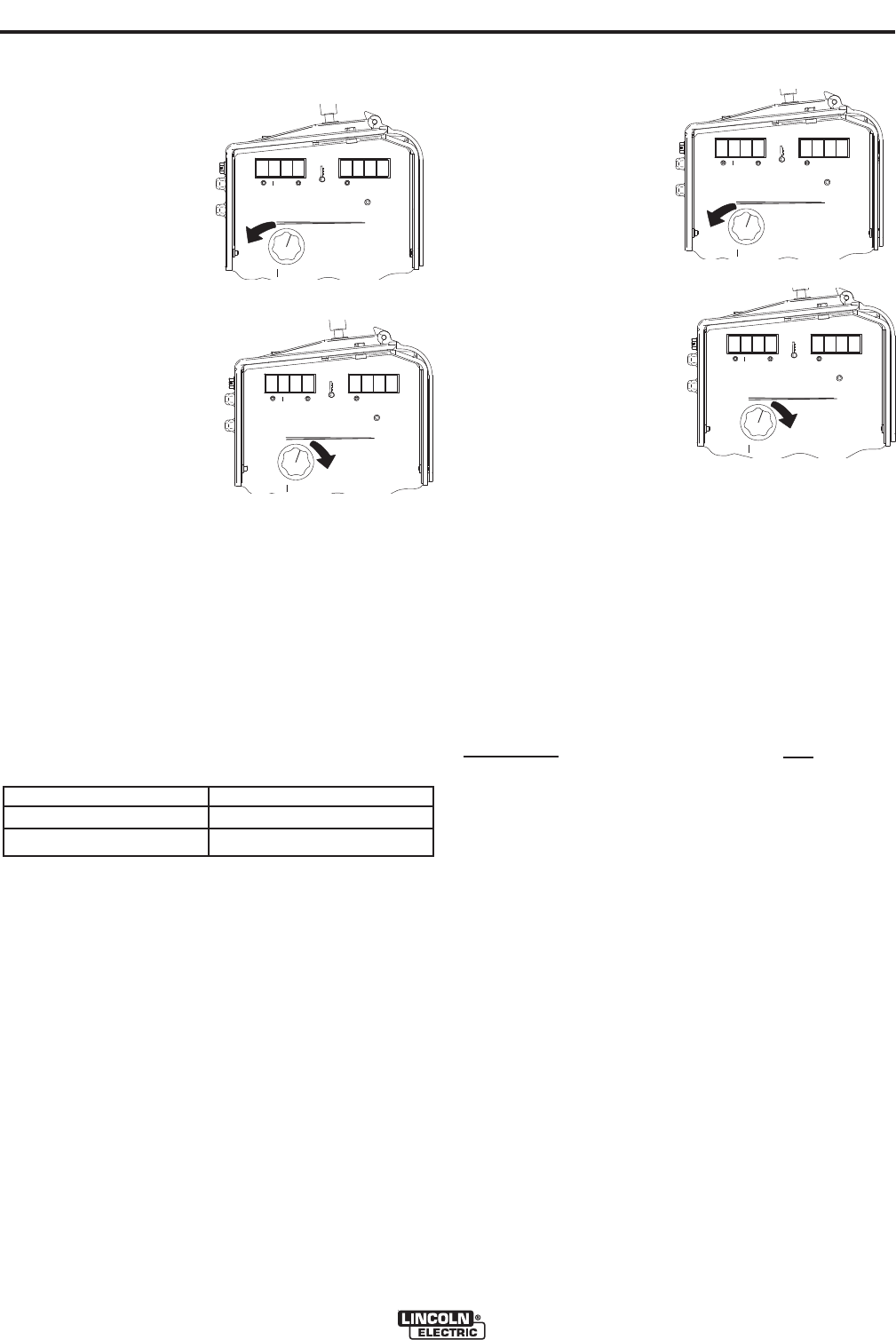
To change the Run-in setting:
Rotate the WFS knob to
the left to turn Run-In
OFF.
Rotate the WFS knob to
the right to turn Run-In
ON.
Then rotate the WFS knob
to the 12 oʼclock position.
Press the set-up button
again to enter the WFS calibration menu.
WFS CALIBRATION
Measurements for adjusting the WFS calibration must
be made before entering the set-up menu. If no
changes are being made to the calibration, then press
the set-up button to enter WFS Knob Range.
While in the set-up menu, adjust the calibration factor
as follows:
Actual WFS 405
Set WFS 400
Press the set-up button when calibration factor is set.
r
O
V
A
OO
OOWFS
u
n
n
LN™-25 IRONWORKER
r
O
F
F
u
n
V
A
OO
OO
WFS
LN™-25 IRONWORKER
=
Calibration Factor Example
=
1.01