



















B-7
OPERATION
B-7
CV MODE CURRENT-LIMITING
CV MIG and CV Sub-Arc modes employ electronic
current limiting to limit excessive short circuit output
current which can result in undesirable arc character-
istics or nuisance over current protection shutdown
(see Machine Protection section).
As shipped, the DC-655 is set for “Hi” current limiting,
which maintains constant voltage until the welding
current exceeds a level proportional to the voltage set-
ting, then falls off linearly at about 10 volts per 100
amps to a limited short circuit current. “Lo” current
limiting provides the same short circuit current, but the
arc voltage begins to linearly fall off at lower current,
at about 5 volts per 100 amps.
“Hi” is recommended for all CV processes, especially
for CV subarc and CV arc gouging, but “Lo” tends to
“soften” the arc more when welding NR203Ni 1% on
the Low Inductance (-) terminal. If “Lo” is desired,
switch #4(right-most) of the DIP switch located on the
lower-center of the DC-655 Control PC board needs
to be switched from up (Hi) position to down (Lo) posi-
tion.
CC MODE ARC FORCE
Arc Force provides extra weld current which linearly
increases as the welding voltage decreases below a
level determined by the constant current setting. The
Arc Force control knob, located behind the latched
cover, adjust Arc Force from “Min” (no current
increase) to “Max” (about 9A/V increase).
A general guideline for CC welding is to set Arc Force
to “Mid” position (#5) and increase (typically no more
than to #7) as necessary to prevent “stubbing” or
“pop-outs” while welding. This higher Arc Force is rec-
commended especially for low end 6010 stick welding.
CC MODE HOT START
Hot start is built-in for CC mode stick and carbon arc
starting. Hot Start provides an extra weld current
“boost” at the arc strike which increases with higher
current settings. This Hot Start level exponentially
decays to the weld current setting in a few seconds.
Adjustment of the Hot Start shouldn’t be necessary,
but an unsealed trimmer (R81) is provided on the DC-
655 Control PC Board to adjust hot start. Full counter-
clockwise adjustment will reduce Hot Start to zero
CC MODE ARC GOUGING
The DC-655 is rated for air carbon arc gouging with
up to 3/8” (10mm) diameter carbons. CC mode goug-
ing is often preferred over CV mode for cutting control,
but some Arc Force may be required to avoid carbon
stubbing.
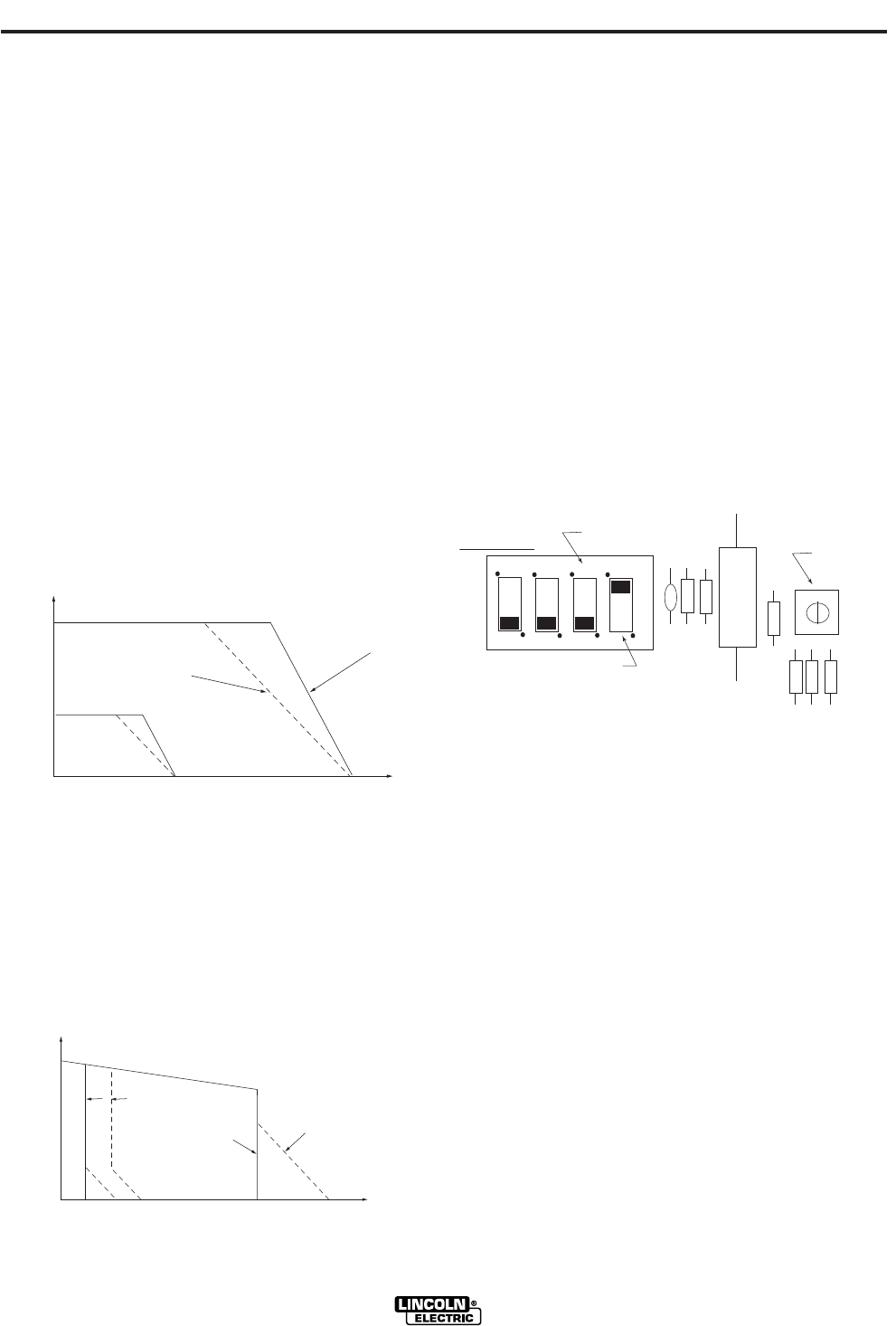
DC-655
VOLTS
AMPS
CV OUTPUT
"HI" Current Limit
"Lo" Current Limit
High
Setting
Low
Setting
VOLTS
AMPS
CC OUTPUT
Min. Arc Force
Hot Start
OCV
Low
Setting
Hi
Setting
Max. Arc Force
1234
Switch #4 "Hi"CV Current
Limit (as shown)
Switch #3 is for test
purposes and is to
be down
DIP Switch
See Machine Shutdown section
for use of switch #1 and #2.
Note:
CC Hot Start
Trimmer
DC-655 Control PC Board