



















Be sure to read and understand the warnings on this welding machine and the section on ARC WELDING SAFETY PRECAUTIONS in
the Operating Manual. Because design, fabrication, assembly and welding variables affect the results obtained in applying this type
of information, the serviceability of a product or assembly is the responsibility of the builder/user.
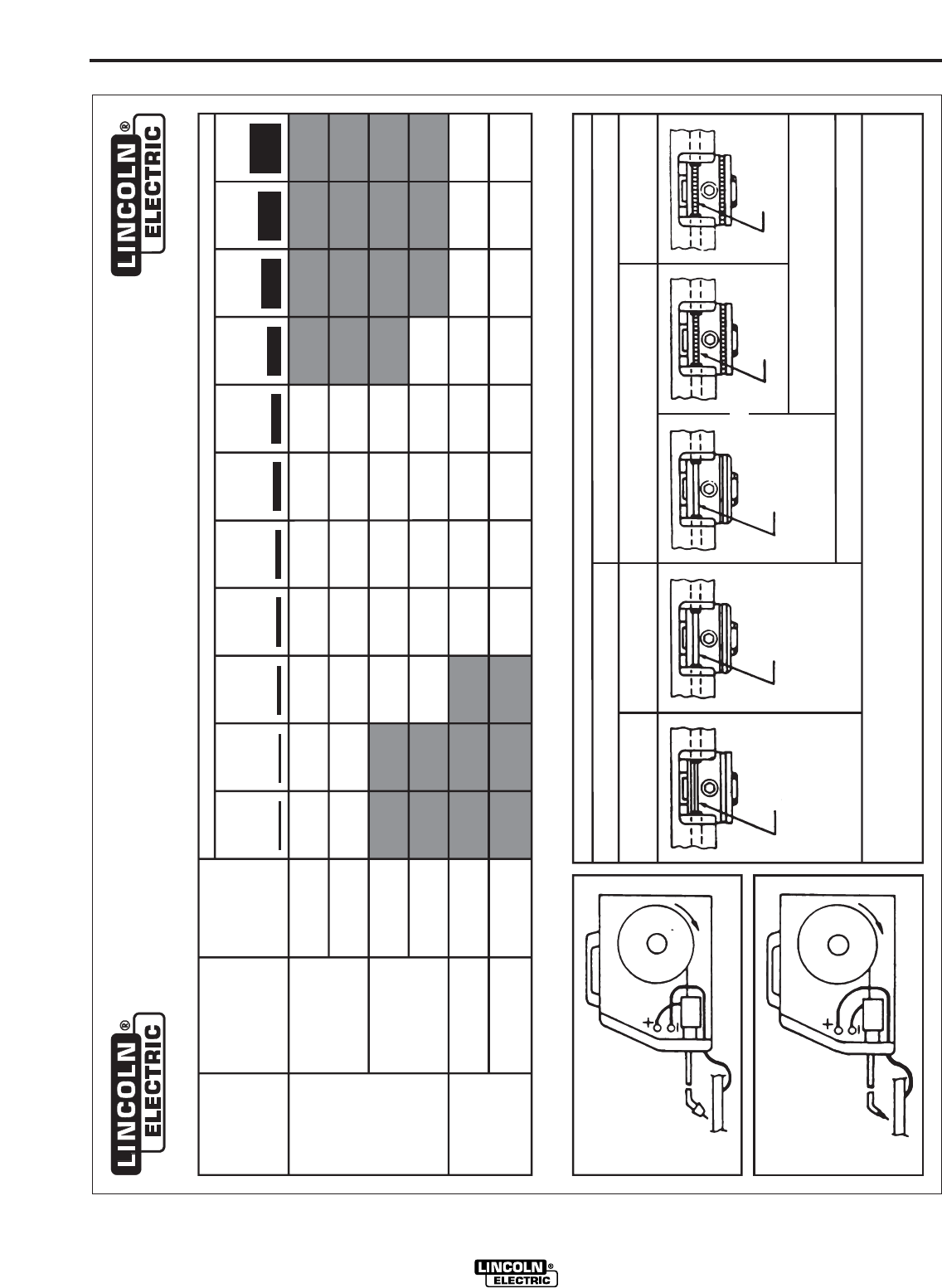
SUGGESTED SETTINGS FOR WELDING
ADJUST FOR OPTIMUM WELDING
FOR STAINLESS STEEL AND ALUMINUM SETTINGS - SEE MANUAL
STEEL THICKNESS
PROCESS
WELDING WIRE
SHIELDING
GAS
MIG
DC(+)
.025 in. (0.6 mm) DIA.
SOLID STEEL WIRE
.030 in. (0.8 mm) DIA.
SOLID STEEL WIRE
GASLESS
FLUX-CORED
DC(-)
.035 in. (0.9 mm) DIA.
INNERSHIELD
NR
®
-211-MP
CO2
C20 or C25
(
75-80% Argon,
25-20% CO
)
2
CO2
NONE
.024 in.
0.60 mm
.135 in.
3.5 mm
.030 in.
0.80 mm
.036 in.
1.0 mm
.048 in.
1.2 mm
.060 in.
1.6 mm
.075 in.
2.0 mm
.105 in.
2.5 mm
3/16 in.
5.0 mm
1/4 in.
6.0 mm
B-2B-2B-2C-3C-3D-5
A-2 A-2 B-3
B-4 C-5
B-2C-3C-3D-4
B-3B-3C-3D-5
A-1 A-1 B-2 B-2 C-2.5
D-2
E-2*
* Multiple passes required
OUTPUT POLARITY DRIVE ROLL ORIENTATION
MIG
DC(+)
ALIGN GROOVE WITH CENTER OF GUIDE TUBES, SECURE DRIVE ROLL WITH SET SCREW CENTERED ON FLAT
MIG DC(+)
.025 (0.6 mm) DIA.
SOLID STEEL WIRE
.030 (0.8 mm) DIA.
SOLID STEEL WIRE
.035 (0.9 mm) DIA.
INNERSHIELD NR
®
-211-MP
.035/.045 liner and appropriate tip must be installed in gun - see manual.
L10732 SP170-I
GASLESS FLUX-CORED DC(-)
.045 in. (1.2 mm) DIA.
INNERSHIELD
NR
®
-211-MP
NONE
E-7.5
D-6
E-6.5
E-8 E-8
E-2.5*
A-1 B-1
B-1
C-1.5
C-1.5
5/16
8.0 mm
.045 (1.2 mm) DIA.
INNERSHIELD NR -211-MP
®
-- OR --
Optional knurled drive roll for .035 and .045 wire
included in the .045 (1.2 mm) Innershield Kit.
SMALL
GROOVE
(BEVEL SIDE)
LARGE
GROOVE
LARGE
GROOVE
EITHER
GROOVE
GASLESS
FLUX-CORED
DC(-)
EITHER
GROOVE
A-2
D-2.5 D-2.5* D-2.5*
C20 or C25
(
75-80% Argon,
25-20% CO
)
2
B-7
SP-170-I
B-7
APPLICATION CHART