


















Cobramatic
®
Owner’s Manual - page 4
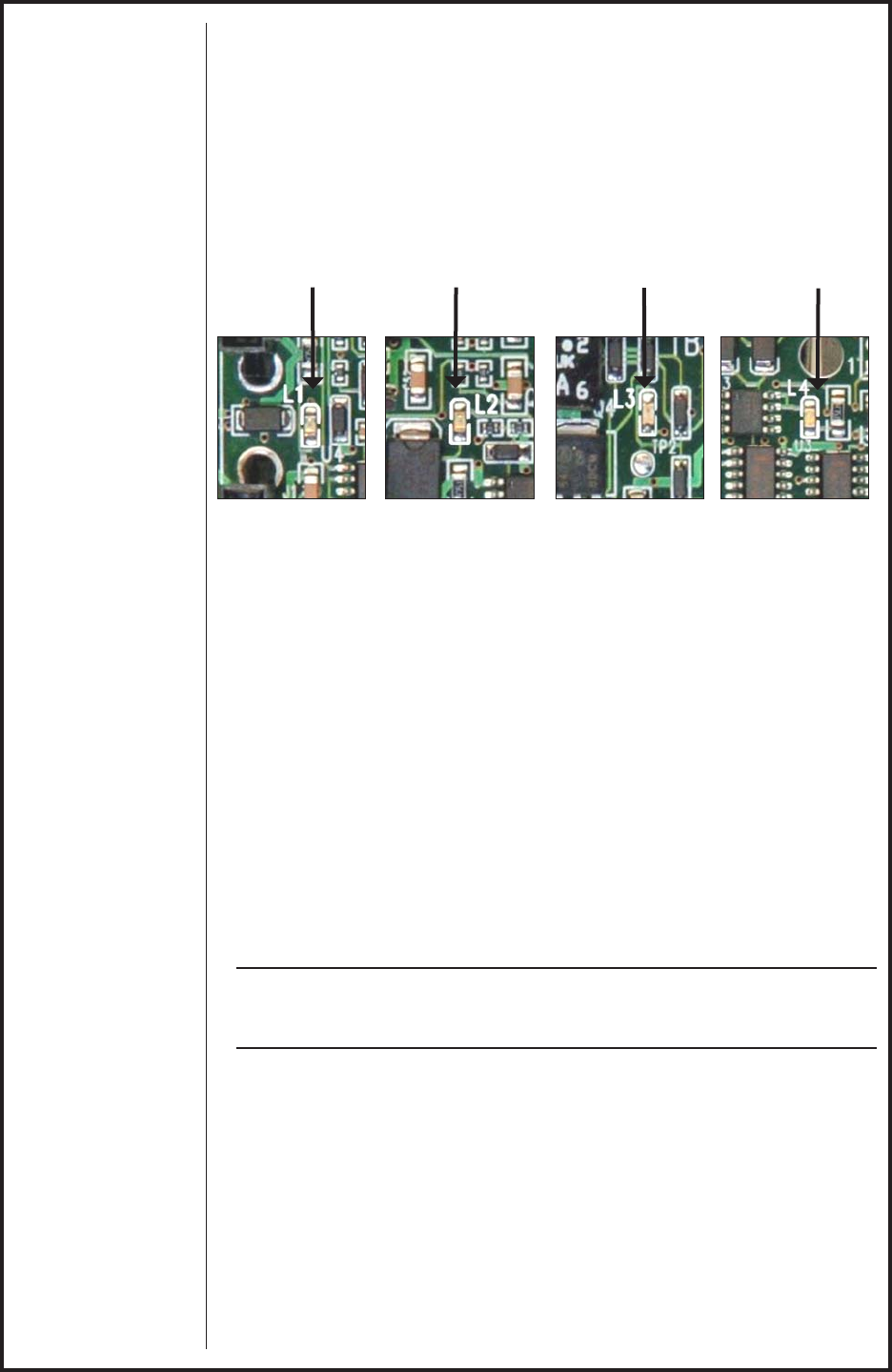
The normal operating sequence of the wire feeder can be viewed on the
board itself via sequence LED’s. When the system is triggered, the green
Trigger LED (L3) and the yellow Gas Solenoid LED (L1) illuminate simultane-
ously. The red Contactor/Wire Feed LED (L2) illuminates after the prepurge
time. The blue Arc On LED (LED) illuminates as the arc is established. When
the trigger is released the normal LED operating sequence is blue, green and
red (L4, L3, & L2) turn off simultaneously followed by the yellow (L1) after the
postpurge time has elasped (Figure 4).
Recommended Processes and Equipment
The Cobramatic
®
is recommended for use in the GMAW and FCAW weld-
ing applications. It is recommended for use with constant voltage power
sources. The Cobramatic
®
is capable of feeding wires (diameter capacity)
ranging from .030” through .045” solid/cored and .030” through 1/16” alumi-
num.
Controls and Settings
On/Off Switch
Placing the switch in the “ON” position energizes the feeder circuitry and the
power indicator light.
Wire Size Selector Switch
The wire size selector switch changes the torque of the slave motor for the
wire you are using. When in the .030” - .035” aluminum only position, the
slave motor produces approximately 1 1/2 lbs inches and approximately
4 1/2 lbs inches when in the all other wires position.
NOTE:
Operating the cabinet with the switch in the wrong
position will cause wire feed difficulties.
PosaStart Switch & Run Speed Setting
The Posa Start Run-in Speed Control, located on the front panel, provides
wire speed adjustment for slow wire run-in. This setting tracks as a percent-
age of the welding wire speed setting. Once the arc has been established,
the wire feed speed automatically changes from the slow run-in speed to the
welding wire speed set on the gun potentiometer.
PosaStart operation and configuration is explained later in this section.
Trigger Normal/Trigger Latched
This switch configures the electronic Trigger Latching mechanism. In the
Trigger Normal mode, pull and hold the trigger to start welding functions
- release to stop welding functions. In the Trigger Latched mode, pull and
Figure 4 - L1, L2, L3 & L4
Blue LED
when arc established
L4
Yellow LED
when solenoid
opens.
L1
Red LED when
wire feeds/con-
tactor closes.
L2
Green LED
when triggered.
L3
FOR REFERENCE, SEE MAIN P.C. BOARD CONNECTIONS PICTURE IN SECTION F