















324 |
ALWAYS THE RIGHT TORCH.
Electrode welding, TIG welding, MIG/MAG welding –
Metabo has the right welding unit for all materials and
for every thickness. However, that is not enough: Our
engineering department is always looking for the latest
technology to enable our customers in craft and industry
to work even more quickly, more rationally and more ef-
WELDING TECHNOLOGY
An overview of welding types.
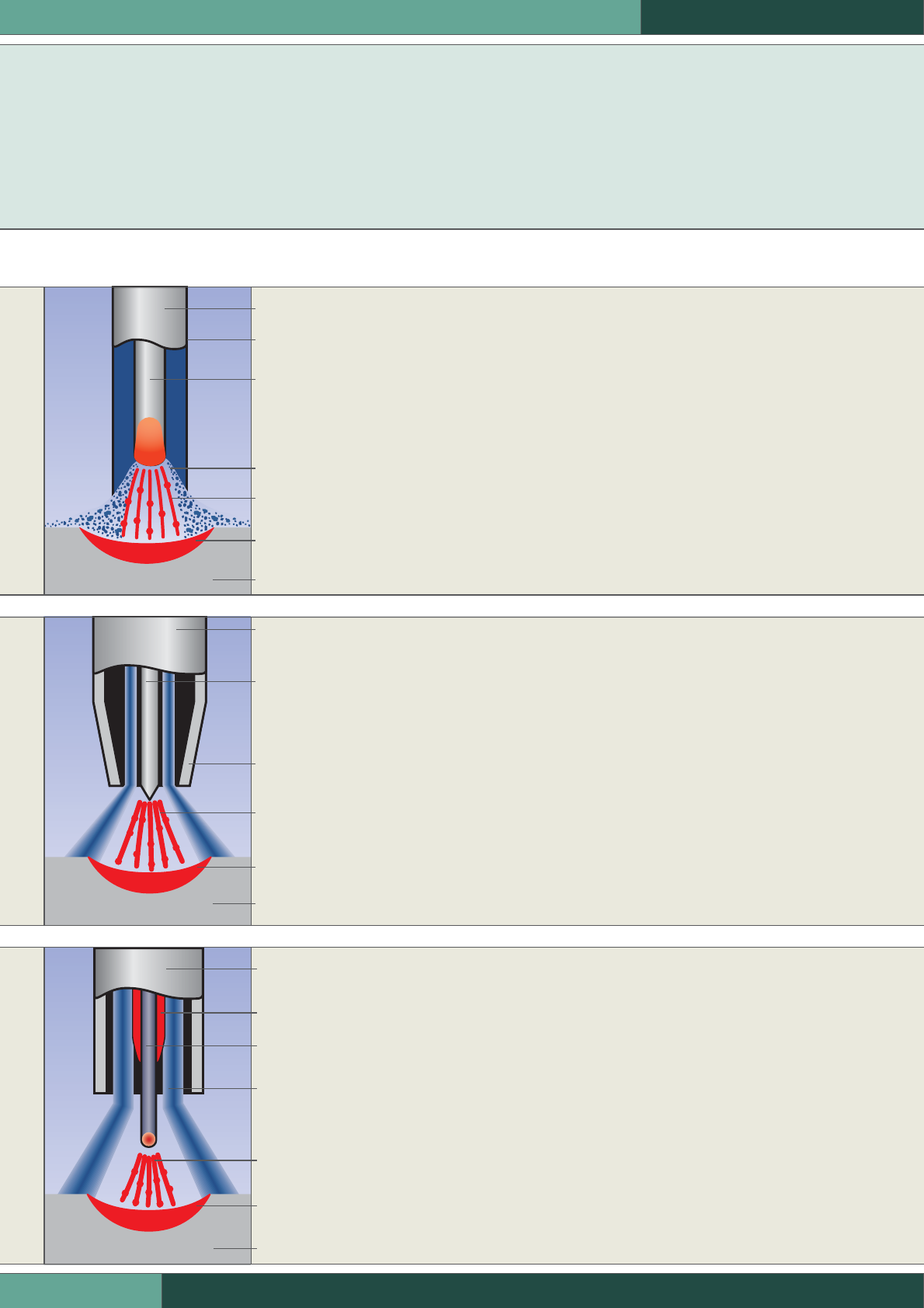
Electrode welding.
TIG welding.
The TIG AC method (alternating
current) must be used for alu-
minium, magnesium and their
alloys (breaking of the oxide layer
on the material).
The advantage of the method is
the good control of the concentra-
ted splatter-free electric arc
(= less delay and rework).
The electric arc burns between
the workpiece and a non-melting
tungsten electrode (TIG = Tungsten
Inert Gas).
A separately fed inert gas (e.g.
Argon (Ar)) protects the welding
zone from negative atmospheric
influences.
Additional material can be fed
manually if required.
The TIG DC (direct current) method
is for welding all metals from
0.3 mm on, except aluminium and
magnesium. (The TIG torch must
always be connected to the nega-
tive pole).
All inverters (electronic devices)
use direct current.
Advantages:
– The electric arc burns more steadily
– Devices can be used with optional
torch for the TIG DC welding
method
The following applies for setting
the welding current in Ampere:
electrode diameter x 40 = welding
current in Ampere.
The electric arc burns between the
workpiece and a melting electrode.
The electrode provides the
additional material.
The melting case forms gases
and slag to protect the electric arc
and melting bath from negative
atmospheric influences.
Can be used for almost all
weldable materials from approx.
1.5 mm on (adapt stick electrodes
to the basic material)
Transformer devices use
alternating current (e.g. SB/SK).
MIG/MAG welding.
pipe steel from approx. 0.5 mm on
in combination with gases mixed
from Argon (Ar) and carbon dio-
xide (CO
2
) or from pure carbon
dioxide (CO
2
).
High alloy steel is processed with
the MAG method using inert Argon
(Ar) gases and a low proportion
(< 5%) of carbon dioxide (CO
2
).
The advantages of the method are
the easy handling and the excellent
thin sheet metal properties.
The electric arc burns between the
workpiece and a mechanically fed
welding wire (electrode).
An automatically fed non-com-
bustible gas protects the electric
arc and the melting bath from
negative atmospheric influences.
The MIG method (MIG = Metal
Inert Gas) is for processing alu-
minium and aluminium alloys.
Argon (Ar), Helium (He) and their
mixtures are used as gases.
The MAG method (MAG = Metal
Active Gas) is used for processing
general construction, tank and
Stick electrode
Casing
Melted zone
Gas/slag
Core rod
Base material
Electric arc
Inert gas nozzle
Flow nozzle
Melted zone
Electrode
Base material
Electric arc
Inert gas
Gas nozzle
Tungsten electrode
Melted zone
Inert gas
Base material
Electric arc