











4
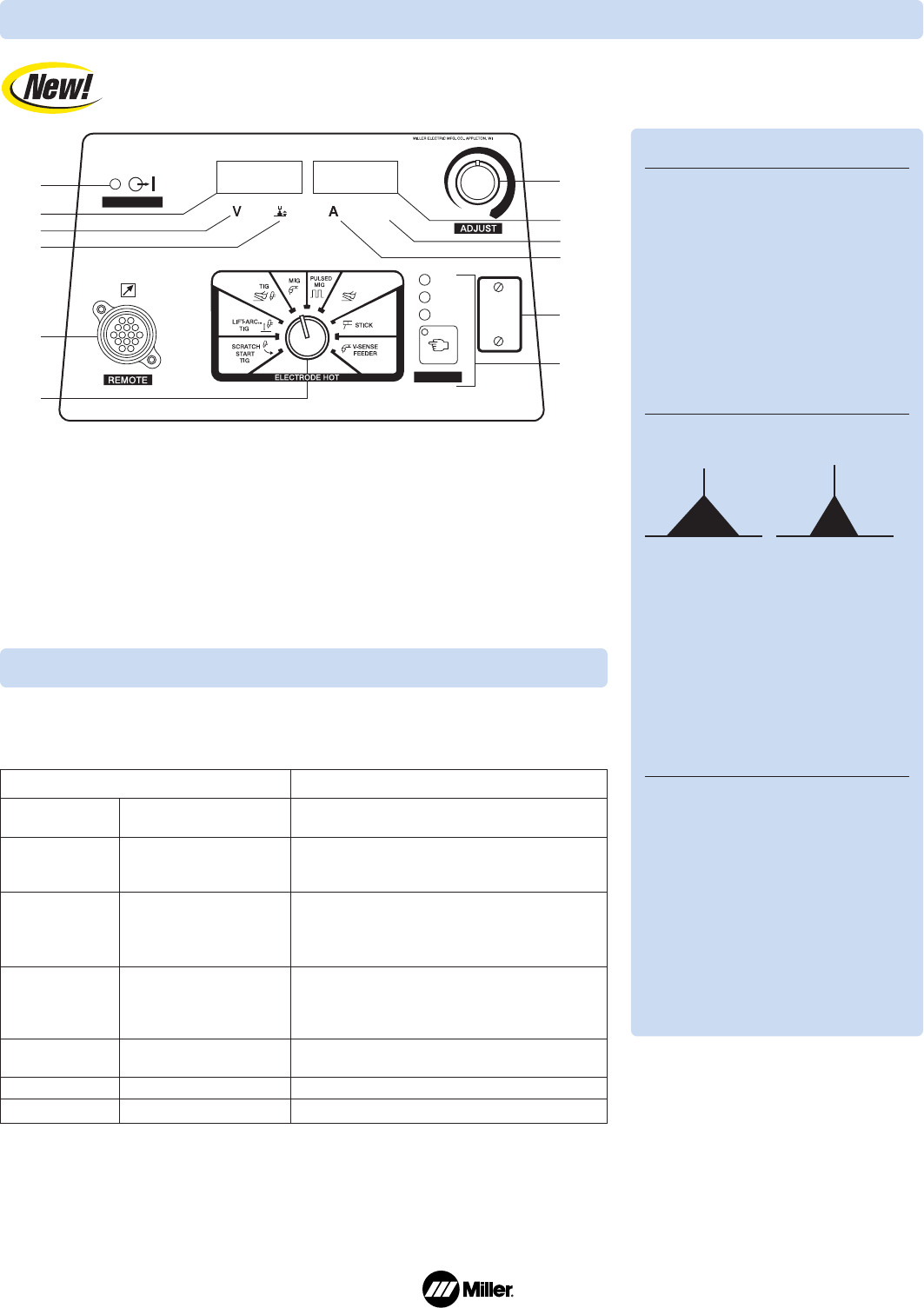
1. Output ON Indicator Light
2. Left Display
3. Voltage Display
4. Arc Length Indicator
5. Remote Control Receptacle
6. Process Selector Switch (Rotary Switch)
7. Adjustment Control
8. Right Display
9. Setup Indicator
10. Amperage Indicator
11. Remote PC Interface
12. Setup Indicator Lights
• Arc Control Indicator
• Wire Type Indicator
• Gas Type Indicator
• Setup Button
5
6
2
3
4
1
8
9
10
7
11
12
Manufactured Under the
Following US Patents:
5,601,741 5,642,260 5,902,150
6,002,103 6,115,273 6,193,548
6,239,407 6,266,257 6,625,046
6,611,189 6,426,888
Other Patents Pending
CC
Setup
OUTPUT ON
SETUP
Arc Control
Wire Type
Gas Type
XMT
®
350 MPa Control Panel
MPa
SharpArc
™
Additional Features
Auto Remote Sense
™
enables unit to
automatically use remote control if
connected to remote control receptacle.
Dinse International-style weld disconnects
provide high-quality weld cable connections.
Dinse and Tweco connectors are available.
When Dinse connectors are specified, two
connectors are supplied with the unit.
Optional 115 VAC auxiliary power provides
10 amps of circuit-breaker-protected power
for water circulators, etc.
SharpArc controls welding arc cone width
in Pulsed MIG (GMAW-P) welding mode.
If a gas is used other than what is listed
on the Pulsed MIG welding program
chart (below left), the SharpArc
™
can be
adjusted to help customize your arc to the
gas being used.
Lower SharpArc
™
settings widen the arc
cone, increase puddle fluidity and flattens
the weld bead.
MPa: M (MIG), P (Pulse), a (Advanced
Arc Control). Advanced arc control
enables an improved pulse welding arc.
The operator has more control over puddle
and bead characteristics using SharpArc
™
.
In addition, the unit provides a more
robust and stable arc at very low arc
length, reducing heat input, and providing
the ability to weld on a wider range of
material thickness.
The XMT 350 MPa expands the process capability of an XMT 350 with built-in Pulse MIG operation.
See the table below for the wide range of Pulsed MIG (GMAW-P) welding applications the
XMT 350 MPa can handle.
The simple, powerful XMT 350 MPa can handle almost
any portable welding application.
(0 setting) (50 setting)
Low Setting High Setting
Steel
Metal Core
Stainless Steel
Aluminum
Nickel
Silicon Bronze
Copper Nickel
.035 STL
.045 STL
.035 MCOR
.045 MCOR
.052 MCOR
.035 SSTL
.045 SSTL
.035 AL4X (4000 Series)
3/64 AL4X (4000 Series)
.035 AL4X (5000 Series)
3/64 AL4X (5000 Series)
.035 NI
.045 NI
.035 SIBR
.045 CUNI
Gas Types
90% ARGN/10% CO
2
(Argon/Carbon Dioxide)
95% ARGN/5% OXY (Argon/Oxygen)
90% ARGN/10% CO
2
(Argon/Carbon Dioxide)
TRI MIX (Tri-gas mixture: 81% ARGN/18% HE/1% CO
2
[Argon/Helium/Carbon Dioxide])
98% ARGN/2% OXY (Argon/Oxygen)
98% ARGN/2% CO
2
(Argon/Carbon Dioxide)
100% ARGN (Argon)
75% ARGN/25% HE (Argon/Helium)
100% ARGN (Argon)
75% HE/25% ARGN (Helium/Argon)
Built-In Pulsed MIG Programs
Wire Types