



















2-10.
Inductance
Selection
H
Weld
Bead
Using
The
Tap
Stabilizer
Connection
With
17
Volts,
100
Amps
II
Weld
Bead
Using
The
End
Stabilizer
Connection
With
17
Volts,
100
Amps
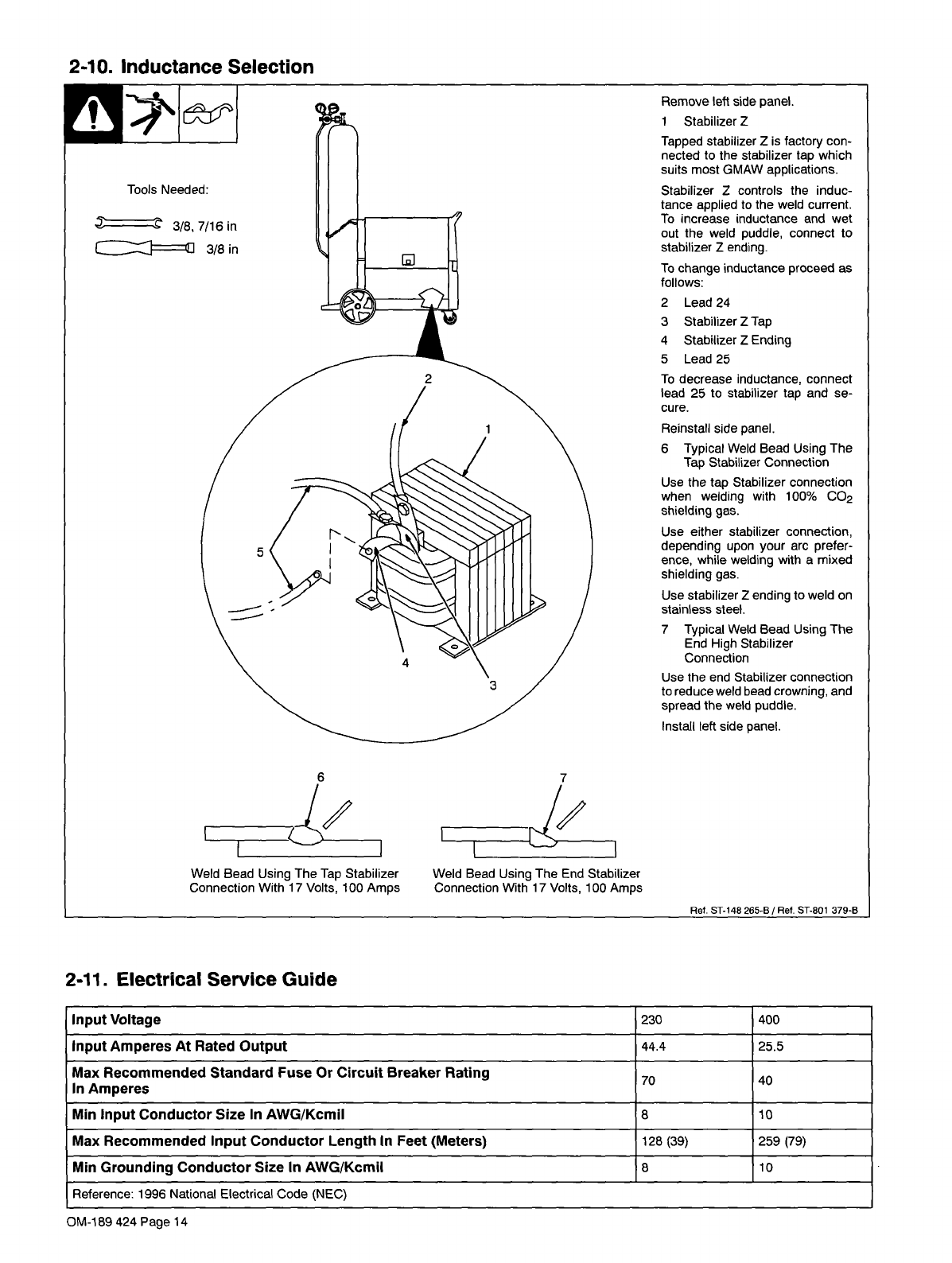
Remove
left
side
panel.
1
Stabilizer
Z
Tapped
stabilizer
Z
is
factory
con
nected
to
the
stabilizer
tap
which
suits
most
GMAW
applications.
Stabilizer
Z
controls
the
induc
tance
applied
to
the
weld
current.
To
increase
inductance
and
wet
out
the
weld
puddle,
connect
to
stabilizer
Z
ending.
To
change
inductance
proceed
as
follows:
2
Lead
24
3
Stabilizer
Z
Tap
4
Stabilizer
Z
Ending
5
Lead
25
To
decrease
inductance,
lead
25
to
stabilizer
tap
cure.
Reinstall
side
panel.
6
Typical
Weld
Bead
Using
The
Tap
Stabilizer
Connection
Use
the
tap
Stabilizer
connection
when
welding
with
100%
CO2
shielding
gas.
Use
either
stabilizer
connection,
depending
upon
your
arc
prefer
ence,
while
welding
with
a
mixed
shielding
gas.
Use
stabilizer
Z
ending
to
weld
on
stainless
steel.
7
Typical
Weld
Bead
Using
The
End
High
Stabilizer
Connection
Use
the
end
Stabilizer
connection
to
reduce
weld
bead
crowning,
and
spread
the
weld
puddle.
Install
left
side
panel.
2-11.
Electrical
Service
Guide
Input
Voltage
230
400
Input
Amperes
At
Rated
Output
44.4
25.5
Max
Recommended
Standard
Fuse
Or
Circuit
Breaker
Rating
In
Amperes
70
40
Mm
Input
Conductor
Size
In
AWG/KcmiI
8
10
Max
Recommended
Input
Conductor
Length
In
Feet
(Meters)
128
(39)
259
(79)
Mm
Grounding
Conductor
Size
In
AWG/KcmiI
8
10
Reference:
1996
National
Electrical
Code
(NEC)
Tools
Needed:
~
Z
3/8,7/l6in
~ZJiJ
3/8
in
connect
and
Se-
Rel.
5T-148
265-B
I
Ref.
ST.801
379-B
OM-189
424
Page
14