



















OM-4422 Page 24
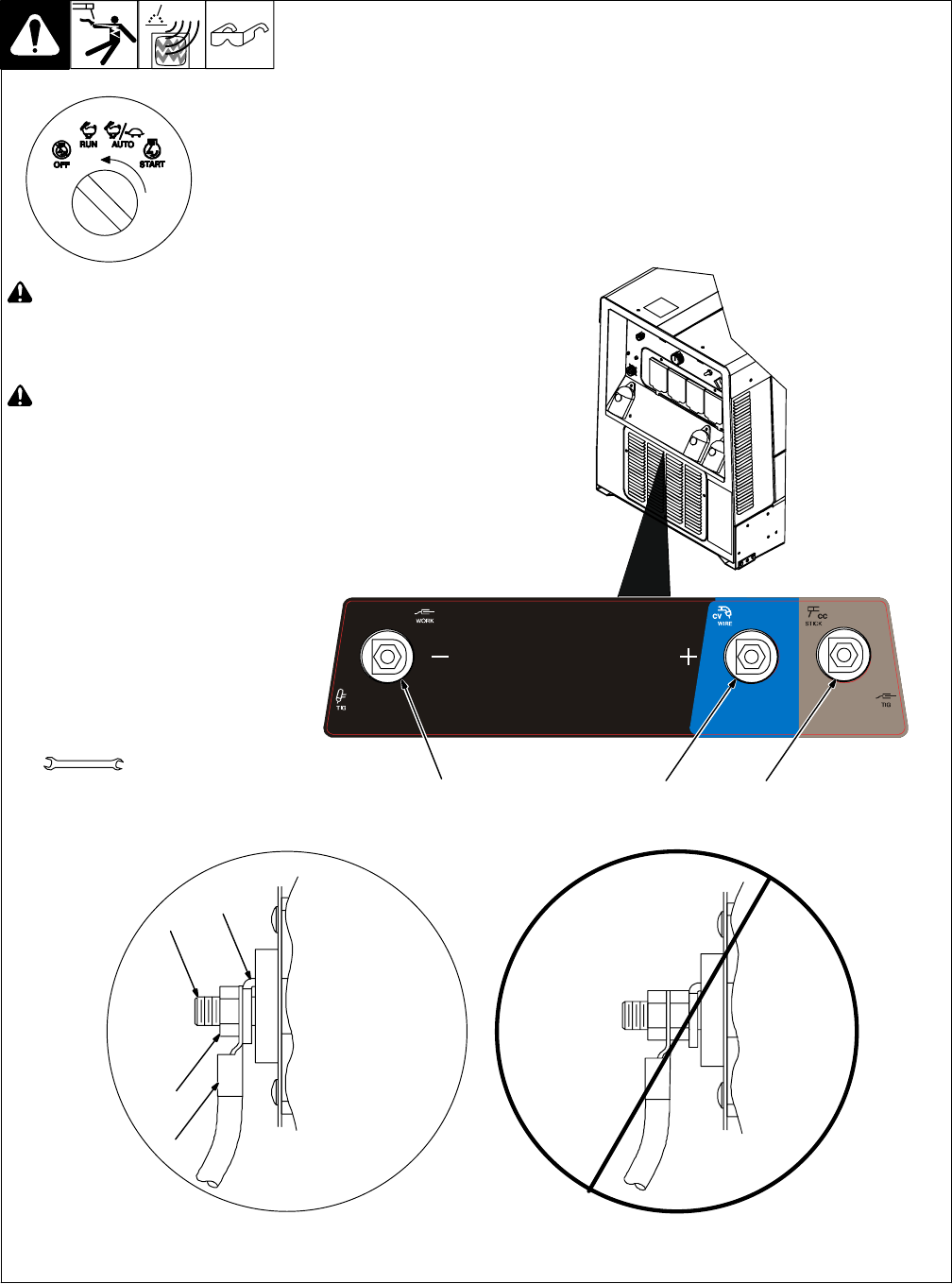
5-7. Connecting To Weld Output Terminals
803 562 / 803 778-A
Tools Needed:
3/4 in
MIG and FCAW Welding
For MIG and FCAW welding Direct Current
Electrode Positive (DCEP) connect wire feed-
er cable to CV (Wire) terminal on right and
work cable to Work/Negative (−) terminal on
left. Use Process/Contactor switch to select
type of weld output (see Section 6-3).
For Direct Current Electrode Negative
(DCEN), reverse cable connections.
7
5
6
Do not place
anything between
Correct Installation
Incorrect Installation
4
weld cable terminal
and copper bar.
! Stop engine.
1 Work/Negative (−) Weld Output Terminal
2 CV (wire) Weld Output Terminal
3 CC (Stick/TIG) Weld Output Terminal
! Failure to properly connect weld
cables may cause excessive heat and
start a fire, or damage your machine.
4 Weld Output Terminal
5 Supplied Weld Output Terminal Nut
6 Weld Cable Terminal
7 Copper Bar
Remove supplied nut from weld output termi-
nal. Slide weld cable terminal onto weld output
terminal and secure with nut so that weld cable
terminal is tight against copper bar. Do not
place anything between weld cable termi-
nal and copper bar. Make sure that the sur-
faces of the weld cable terminal and cop-
per bar are clean.
Stick and TIG Welding
For Stick and TIG welding Direct Current Elec-
trode Positive (DCEP), connect electrode
holder cable to CC (Stick/TIG) terminal on
right and work cable to Work/Negative (−) ter-
minal on left.
For Direct Current Electrode Negative
(DCEN), reverse cable connections.
Use Process/Contactor switch to select type
of weld output (see Section 6-3).
1
2
3
123