



















OM-2248 Page 15
out bottom of cut.
801 400-A
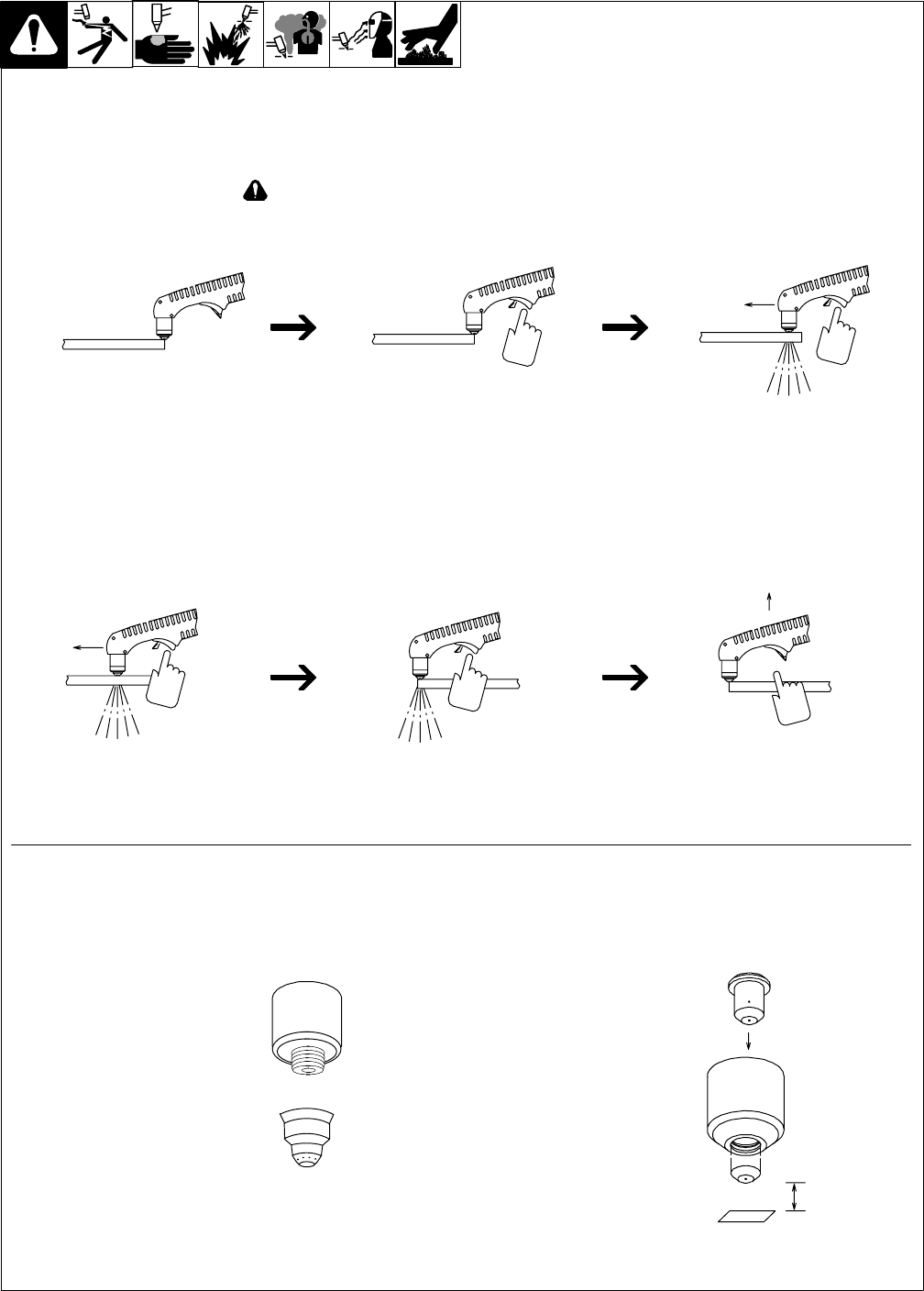
5-4. Sequence Of Operation
After cutting arc starts, slowly
start moving torch across metal.
Adjust torch speed so
sparks go thru metal and
Pause briefly at end of
cut before releasing trigger.
EXAMPLE Of Cutting Operation
Raise trigger lock and press
trigger. Pilot arc starts.
Postflow continues for approx. 12 seconds
after releasing trigger; cutting arc can be in-
stantly restarted during postflow by raising
trigger lock and pressing trigger.
The pilot arc starts immediately when trigger is pressed.
For shielded cutting, place drag shield on edge
of metal. For non-shielded cutting (non-CE
only), use 1/8 in (3.2 mm) standoff distance
(dragging tip will reduce tip life).
. Moisture from the compressor will form in the air line and at
the torch. It will be normal to sometimes see moisture come
out the end of the torch.
As a convenience, the torch can be set up
with two cutting combinations, either drag
or non-shielded cutting. The torch comes
standard with drag cutting.
. Maximum performance on thicker materials can be obtained by using
non-shielded cutting with a 1/16 - 1/8 in (1.6 - 3.2 mm) standoff.
197 567
196 929
Use retaining cup (197 567) and drag
shield (196 929) to obtain a 1/16 in
(1.6 mm) standoff automatically. This
combination is designed to allow
dragging the torch directly on the
workpiece.
Use shields for ease of use when
cutting with a template, or when drag
cutting is preferred.
Drag Cutting
196 926
196 928
1/16-1/8 in
(1.6-3.2 mm)
standoff
workpiece
Use retaining cup (196 928) and hold a
1/16-1/8 in (1.6-3.2 mm) standoff between
the workpiece and cutting tip.
Use non-shielded when visually following
a line.
. This combination can be used for drag
cutting but does not provide optimum
cutting performance on thicker material.
Non-Shielded Cutting