



















page 7
Removing Welds or Hammer Marks
When removing welds or hammer marks, limit coarse sanding to the imme-
diate area. Use successively finer grits to smooth surface.
Cross Sanding
When finishing a surface that has been prepared by a coarse disc or wheel,
sand at right angles to the strokes made by the coarser disc.
Finishing marks left from previous sanding are easily seen and removed for
a uniform finish. Failure to cross sand when changing from a coarse disc to
a finishing disc may result in deep scratches and circular marks.
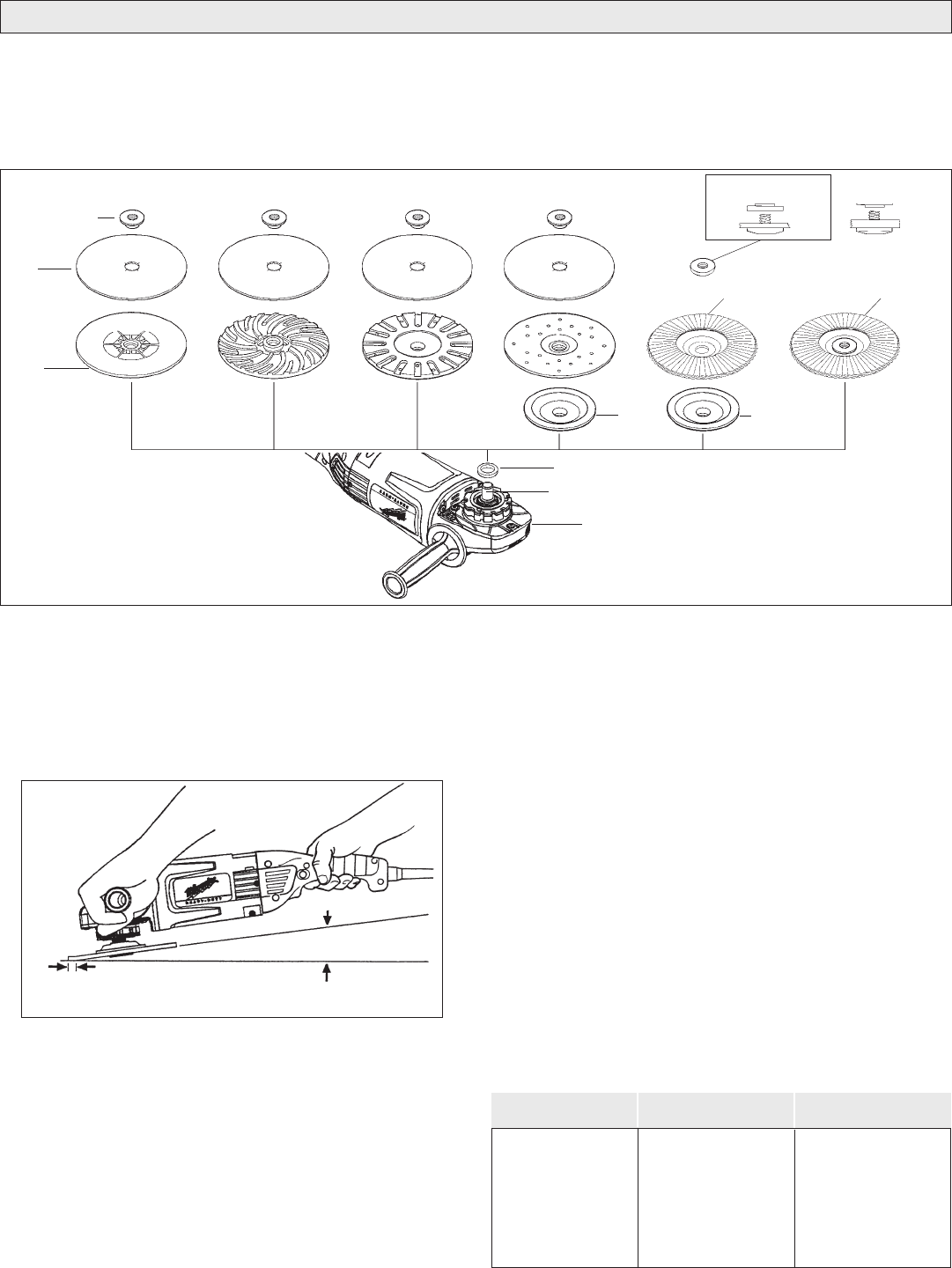
Installing Sanding Discs (Fig. 6)
1. Unplug tool and place it upside down on a level surface as shown. Remove any accessories from spindle.
2. Thread nylon washer onto spindle. Attach backing pad and sanding disc using Fig. 6 to determine type and order of assembly.
NOTE: When installing flap disc without hub, position disc nut as shown.
3. To tighten, press the spindle lock button while turning disc nut clockwise.
4. To remove sanding disc and backing pad, unplug tool and reverse procedure.
3. Use long, sweeping, side to side strokes, advancing forward to produce
the desired finish.
USING SANDING DISCS
Selecting Sanding Discs & Grit
Refer to the table below to select the correct type of sanding disc for your
job. Generally, use 16, 24 or 36 grit for heavy stock removal; 50, 60 or 80 grit
for medium stock removal and 120 grit for finishing. Always begin with a
coarse grit, using successively finer grits to obtain the desired finish. See
Catalog for a complete list of MILWAUKEE sanding discs.
Finishing Metal
Constantly move across the surface. Work faster on curved surfaces where
contact areas are smaller and pressure is greater. Flat areas may appear at
the end of the stroke when pressure is too heavy. Ease up on pressure at end
of each stroke and when reversing strokes.
Troubleshooting
Deep scratches and circular marks can result from:
Using too coarse a grit
Using a partially glazed disc
Dirt or loose metal on the workpiece
Failure to sand across the grain when changing from coarse to
finishing discs
Bluish discoloration of metal surface indicates:
Excessive heat caused by circular motion in a small area
Excessive pressure
Use of worn out or glazed discs
Ceramic
Aluminum
Zirconia Bi-Cut
Aluminum
Oxide
For fast cutting,
general purpose discs
for most metal jobs.
Best for cold-rolled
steel, stainless steel or
metals requiring tough,
fast cutting, long
lasting abrasives.
Lasts up to 3 times
longer than aluminum
oxide discs. For general
metal working. Ideal for
tough jobs.
Unique grit pattern is
arranged in clusters for
faster stock removal and
cleaning. Ideal for
removing paint from
cars, boats, etc. without
clogging.
Fig. 7
Hold at a 5° to 15° angle
For best results use
only this portion of disc
Fig. 6
Spindle lock button
Spindle
Backing
pads
A. Polypropylene
B. Spiral
C. Rubber
D. Phenolic
Disc nut
Sanding
disc
Nylon washer
Rubber
pad
Type 27
flange
Flap disk
Flap disk
with hub
BCDA
Disc nut position
Sanding (Fig. 7)
1. Use a clamp, vise or other practical means to hold your work, freeing
both hands to control your tool. Firmly grasp rear handle and side handle
before starting and while tool is in operation. Allow sanding disc to come
to full speed before beginning to sand.
2. Hold tool at 5° to 15° angle as shown to ensure proper sanding pressure
and control (Fig. 7). Too great an angle will result in too much pressure
and could cause excessive wear to the disc and workpiece. Too small
an angle will reduce control.