



















10
www.chpower.com
Operating Instructions and Parts Manual
Welding Guidelines
GENERAL
This line of welding machines utilizes
a process known as Shielded Metal-Arc
Welding (SMAW). This process is used
to bond metals by heating them with
an electric arc created between the
electrode and the work piece.
Electrodes used for shielded metal arc
welding have two parts. The inner
core is a metal rod or wire that should
be similar in composition to the base
metal. The outer coating is called
flux. Various types of flux exist. Each
coating is used for a particular welding
situation.
While the metal is molten, it can be
contaminated by elements in the air.
This contamination could weaken
the weld. The flux coating creates
a protective barrier called slag that
protects the molten metal from
contaminants.
When current (amperage) flows
through the circuit to the electrode, an
arc is formed between the end of the
electrode and the work piece. The arc
melts the electrode and the work piece.
The melted metal of the electrode flows
into the molten crater and forms a bond
with the work piece as shown in
Figure 4.
NOTE: Discontinue using and discard
electrodes that burn down to 1 to 2
inches from the electrode holder.
STRIKING AN ARC
Place the bare end of the electrode in
the holder. Grip the holder lightly to
reduce tiring of the hand and arm.
NOTE: Always keep the jaws of the
holder clean to insure good electrical
contact with the electrode.
Be careful not to
touch the work piece
or welding bench with the electrode as
this causes arc flashes.
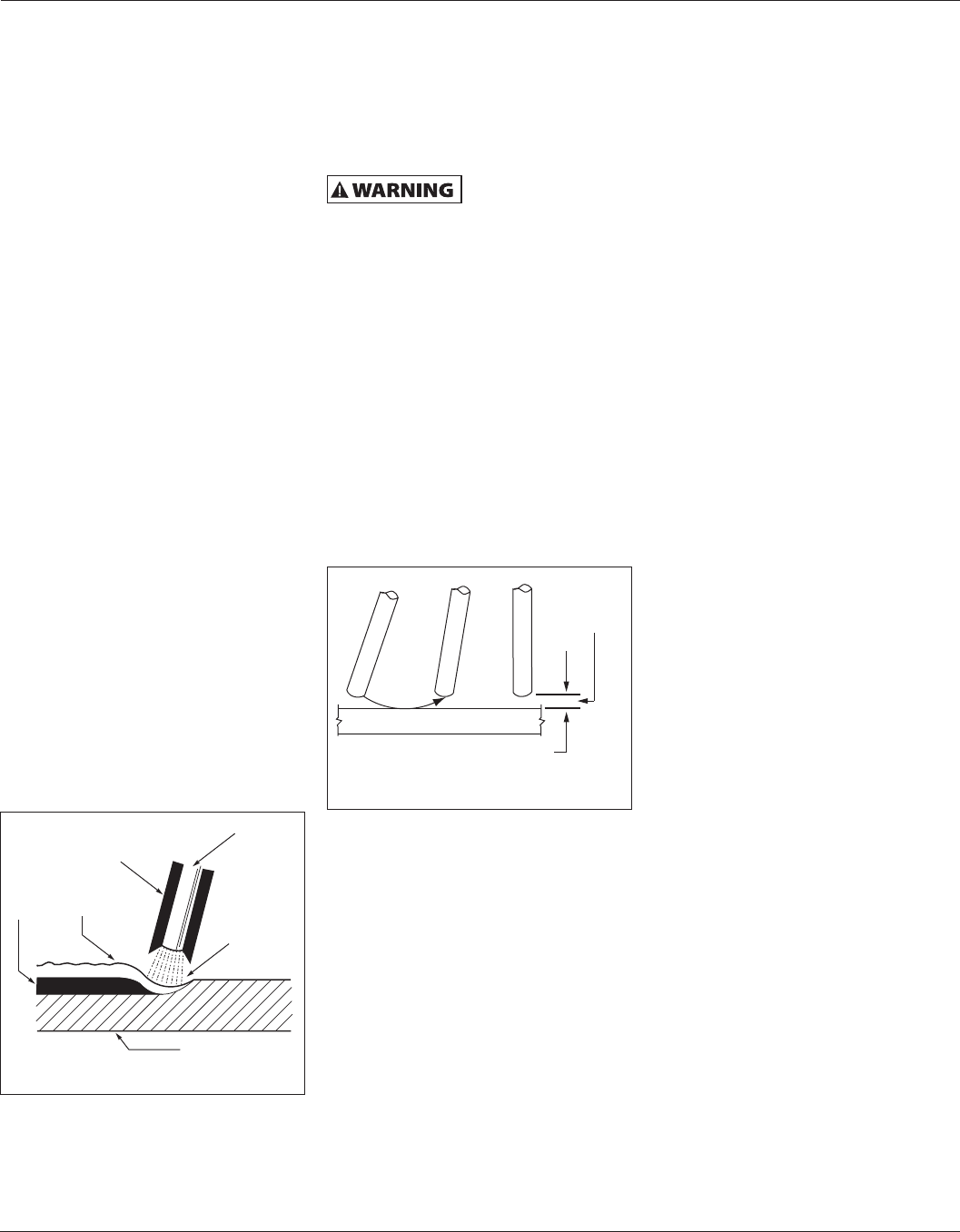
The best method of striking an arc is the
scratching method. Drag the electrode
at an angle along the surface much like
striking a match. Upon contact with the
plate, lift the electrode approximately
1/16” off the surface or it will stick (See
Figure 5).
NOTE: Should the electrode stick to the
work piece, break it loose by quickly
twisting or bending at the holder
while pulling upward. If the electrode
does not break loose, disengage the
electrode by releasing it from the
holder.
ELECTRODE TYPE AND SIZE
Four types of electrodes are
recommended for this welder. The
electrodes are commonly known by
the AWS (American Welding Society)
designation as follows:
1. E-6011 Deep penetrating
• Flat bead with deep penetrating
arc.
• For rusted or dirty mild steel
general repair work.
2. E-6013 General Purpose
• All position, smooth deposit rod
with low spatter.
• For all mild steel and general
purpose work.
3. E-7014 Fast fill
• Smooth bead and fast deposition
• Ideal for joints with poor fitup and
general repair work.
4. E-7018-AC High Strength
• Ideal for pipes and structural
applications.
• Low hydrogen reduces porosity for
a strong weld.
NOTE: Only the E-7018-AC electrode
is recommended for use with these
welders. Other E-7018 electrodes are
designed for use with higher open
circuit voltages than these welders are
capable of producing. Recommended
electrode diameter is 3/32 inch or 1/8
inch.
ARC WELDING BASICS
Four basic techniques affect weld
quality. These are: amperage setting,
weld angle, arc length, and travel
speed. Proper use of these techniques is
necessary for good weld quality.
AMPERAGE SETTING
The correct amperage involves the
adjustment of the welding machine
to the required amp setting. This is
regulated by a knob on the welder. The
amperage required depends on the size
(diameter) of electrode used and the
thickness of the work piece.
Consult specifications listed on the
welder. Excessive amps burn through
light metals and the weld bead is flat
and porous (See Figure 7). The bead
appears high and irregular if the
amperage is too low.
WELD ANGLE
Weld angle is the angle at which the
electrode is held during the welding
process. Using the correct angle
ensures proper penetration and bead
formation. Electrode angle involves
two positions - travel angle and work
angle (See Figure 6).
Travel angle is the angle in the line
of welding and may vary from 5º to
45º from the vertical, depending on
welding conditions.
1/16 inch
Same as Electrode Diameter
Figure 5 - Scratching Method
Flux
Slag
Weld
Wire
Crater
Work Piece
Figure 4 - Weld Components