



















E-2
TROUBLESHOOTING
E-2
INVERTER ARC™ 230
Observe all Safety Guidelines detailed throughout this manual
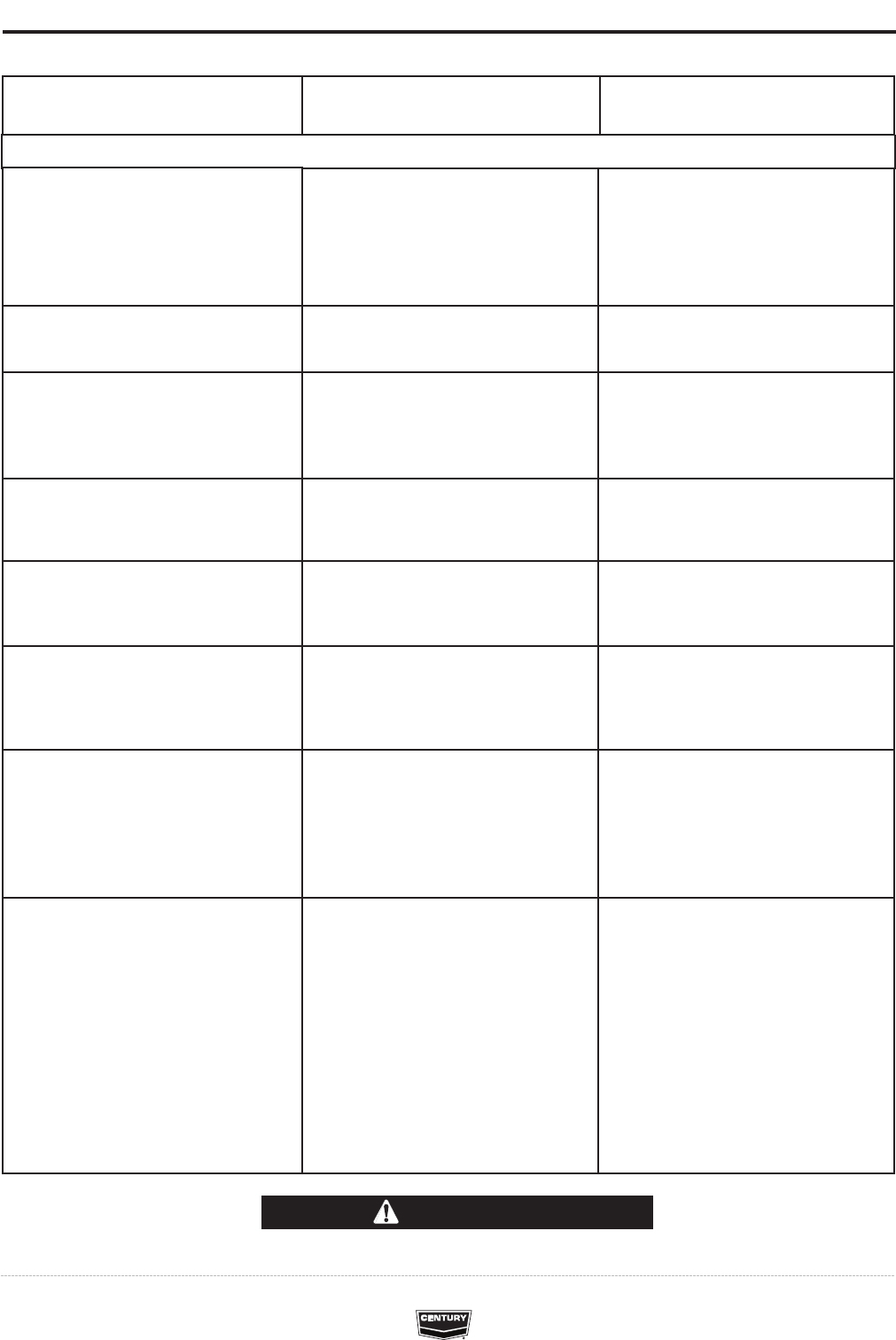
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
Excessive spatter
Craters
Inclusions
Insufficient penetration
Electrode Sticking
Porosity
Cracks
1. Improper welding polarity.
2. Long Arc Length.
3. High Current.
1. Fast movement of the electrode
away from the work piece.
1. Poor cleanliness.
2. Poor distribution of the welding
passes.
1. High travel speed.
2. Welding current is too low.
1. Arc length is too short.
2. Welding current is too low.
1. Humidity in the electrode.
2. Long arc length.
1. Weld current is set too high.
2. Dirty materials.
3. Hydrogen in the weld due to mois-
ture.
1. Make sure the electrode holder is
plugged into the positive “+” out-
put terminal.
2. Move the electrode closer into the
weld joint.
3. Turn the output knob down.
1. Maintain a steady consistent arc
length
1. Clean work piece with wire brush
prior to welding.
2. Consult a welding guide for proper
weld bead placement.
1. Travel at a slower speed.
2. Adjust welding output higher.
1. Move the electrode further away
from the weld joint.
2. Turn the output knob up.
1. Store welding electrodes in a
warm dry place.
2. Move the electrode closer into the
weld joint.
1. Turn the output knob down.
2. Clean work piece with wire brush
prior to welding.
3. Store welding electrodes in a
warm dry place.
WELDING PROBLEMS
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION