



















Page 24 For technical questions, please call 1-800-444-3353. SKU 68886
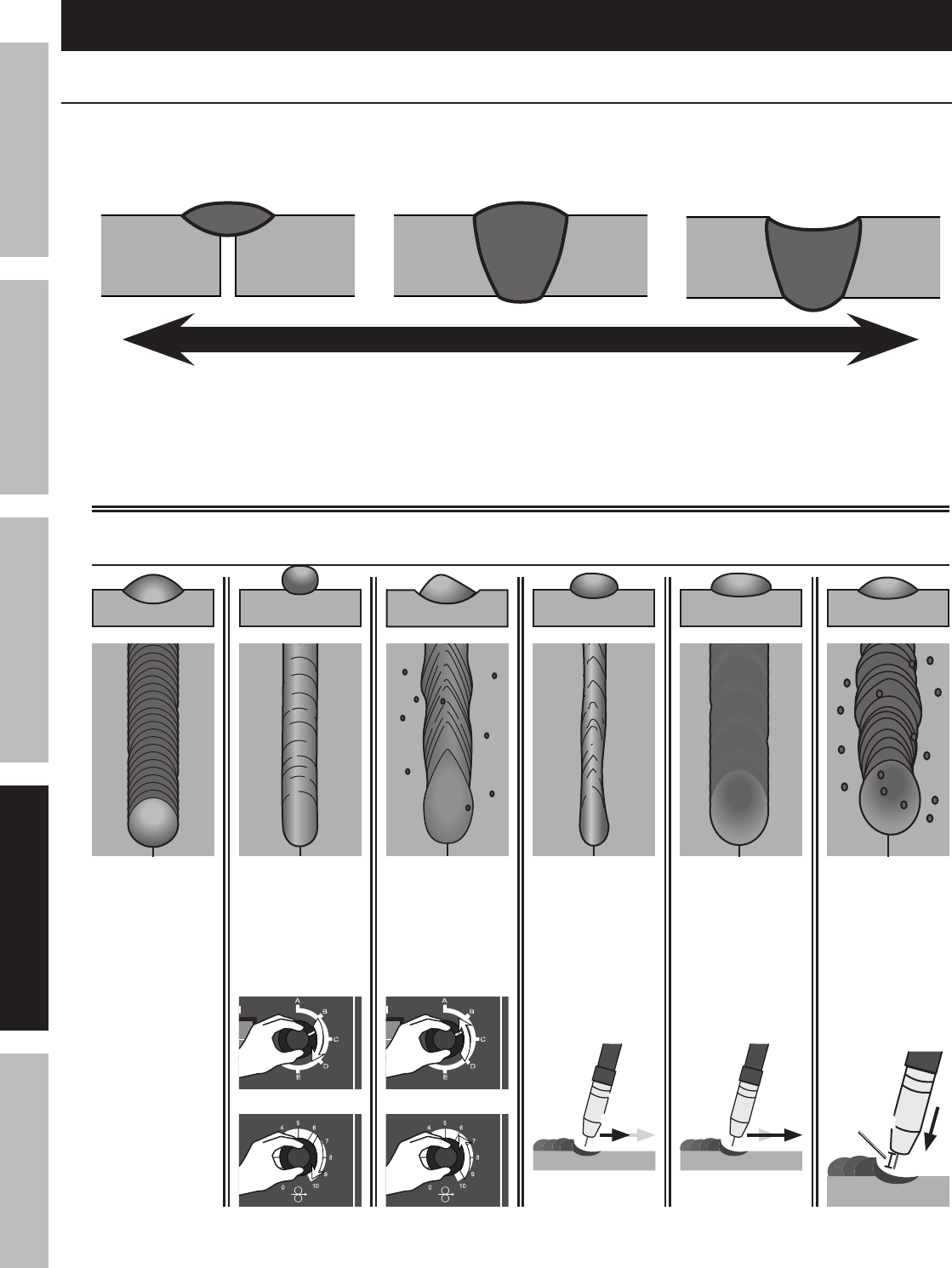
EXCESS PENETRATION OR
BURN-THROUGH
PROPER PENETRATIONINADEQUATE PENETRATION
Not hot enough Too hotIdeal heat
Weld Diagnosis
Workpiece Heat Control / Weld Penetration
Good
Weld
Current
Too Low or
Wire Feed
Too Slow
Current
Too High or
Wire Feed
Too Fast
Weld Speed
Too Fast
Weld Speed
Too Slow
Stickout
Too Long
or Wrong
Polarity
Example Weld Diagrams
TO CORRECT:
weld
slower
TO CORRECT:
weld
faster
How to increase workpiece heat
and increase penetration:
(to weld THICKER workpieces properly)
How to reduce workpiece heat
and limit penetration:
(to weld THINNER workpieces properly)
a. Increase weld current
b. Weld more slowly
c. Use faster wire feed
d. Use shorter stickout
a. Decrease weld current
b. Weld more quickly
c. Use slower wire feed
d. Use longer stickout
TO CORRECT:
or
MIG 180
WIRE FEED WELDER
ITEM 68886
WIRE FEED SPEED
240V~
I
O
MIG 180
WIRE FEED WELDER
ITEM 68886
WIRE FEED SPEED
240V~
I
O
TO CORRECT:
or
MIG 180
WIRE FEED WELDER
ITEM 68886
WIRE FEED SPEED
240V~
I
O
MIG 180
WIRE FEED WELDER
ITEM 68886
WIRE FEED SPEED
240V~
I
O
TO CORRECT:
maintain
less
than
1
/
2
″
stickout
Check Polarity
and
SAFETY MAINTENANCEBASIC WELDING WELDING TIPSSETUP